УДК 681.51:621.313:664.734
СИСТЕМЫ ЭКСТРЕМАЛЬНОГО УПРАВЛЕНИЯ МОЛОТКОВЫМИ ДРОБИЛКАМИ С ФУНКЦИЕЙ ГАРАНТИРОВАННОГО СОБЛЮДЕНИЯ ТЕПЛОВЫХ РЕЖИМОВ ИХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Хобин В.А., Бабиков А.Ю.
Молотковые дробилки (МД) являются основными технологическими машинами, обеспечивающими измельчение компонентов комбикормов. Высокие энергозатраты на дробление (установленная мощность их главного приводного электродвигателя (ПЭД) обычно составляет 50 – 200 кВа) делают актуальной стратегию управления, ориентированную на энергосбережение, т.е. на минимизацию удельных энергозатрат на дробление. Вместе с тем, дробильное отделение, при определенных ситуациях, может оказаться «узким местом» всей производственной цепи комбикормов. В этих случаях целесообразен переход от стратегии локального энергосбережения к стратегии максимизации их производительности, что, в таких случаях, обычно соответствует критерию общего энергосбережения. Конкретные значения энергосбережения во многом будут зависеть от набора функций управления, реализуемых системой автоматического управления (САУ) дробилкой, и эффективности их алгоритмов. Компоновочная схема МД представлена на рис. 1.
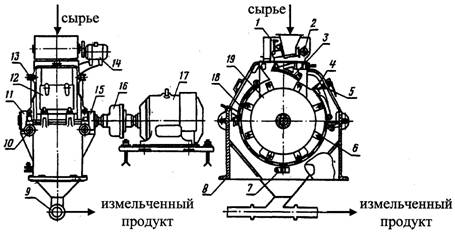
Рис. 1 Компоновочная схема МД:
1 – питатель; 2 – вал; 3, 4 – деки; 5, 7, 13 – винты; 6, 18 – сита; 8 – корпус;
9 – пневмоприемник; 10 – маховик; 11, 15 – подшипники; 12 – крышка;
14 – ПЭД задвижки питателя; 17 – ПЭД (главный ПЭД)
МД, несмотря на кажущуюся простоту, являются достаточно сложными объектами управления (ОУ). Разработка и реализация алгоритмов управления, обеспечивающих их эксплуатацию в соответствии со сформулированными стратегиями, является задачей нетривиальной. Предыдущие разработки [1] решали ее только частично. Главные причины этого – ограниченные вычислительные ресурсы интеллектуального ядра технических средств управления и неполнота моделей МД как ОУ. Последнее означает неполноту осознания разработчиком САУ (и адекватного отражения им в модели) тех проблем, понимание которых является необходимым условием создания эффективной системы управления.
На сегодняшний день ограничений на вычислительные ресурсы практически не существует, и могут быть реализованы алгоритмы управления любой сложности, а в математической модели (ММ) [2] отражены следующие весьма важные особенности МД как ОУ:
а) существенная неопределенность статических и динамических свойств МД по каналу «степень открытия заслонки (u) – ток нагрузки ПЭД (I)», связанная с изменением перерабатываемого продукта, его свойств, состоянием рабочих органов МД и др. (структурная схема МД как ОУ приведена на рис. 2);

Рис. 2 Структурная схема МД как ОУ (f1 , f2 – неконтролируемые параметрические
и координатные возмущения, отражающие неопределенности;
qос – температура окружающей среды реле тепловой защиты (РТЗ))
б) изменение принципиально важных свойств указанного выше канала, когда они, при некоторой загрузке дробилки, перестают быть статическими («с самовыравниванием») и становятся астатическими («без самовыравнивания»). Момент изменения структуры априори неизвестен, и ему свойственна неопределенность той же природы, что и сформулированная в п. а);
в) экстремум по удельным энергозатратам Эуд(I), идущим непосредственно на процесс дробления, дрейфует, как правило, в области рабочих значений тока нагрузки I ПЭД;
г) ПЭД и его РТЗ, которое имеет подобные с ПЭД тепловые характеристики, как тепловые объекты, являются динамически нелинейными, поэтому уровень установившегося теплового режима будет определяться не только средним значением ![]() тока нагрузки двигателя, но и размахом его колебаний относительно
тока нагрузки двигателя, но и размахом его колебаний относительно ![]() (d - условная величина, характеризующая степень перегрева ПЭД и его РТЗ).
(d - условная величина, характеризующая степень перегрева ПЭД и его РТЗ).
Следует отметить, что особенность «а» выявлена достаточно давно, и с ее учетом были разработаны достаточно эффективные алгоритмы стабилизации тока нагрузки ПЭД, в том числе, гарантирующие с наперед заданной вероятностью не превышение током установленного ограничения. Особенности «б, в, г» выявлены в результате дополнительных, углубленных исследований МД как ОУ и иллюстрируются рис. 3 – 5.
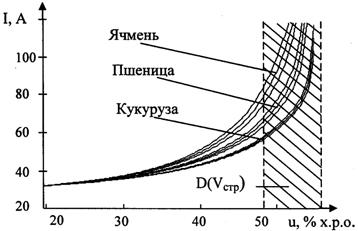
Рис. 3 Квазистатические характеристики модели МД для разных видов
зерновых компонентов и различной степени износа молотков
(в области D(Vстр) статические характеристики не существуют)
На рис. 3 представлены квазистатические характеристики ММ МД с питателем в виде регулирующей задвижки при дроблении различных зерновых компонентов (квазистатические – т.к. они строились с использованием имитационной ММ подачей на ее вход весьма медленно изменяющегося воздействия u). Характеристики существенно нелинейны. Кроме того, в области D(Vстр) изменения структуры объекта, свойства МД по каналу управления становятся астатическими. Указать конкретно на каждой из характеристик точку качественного изменения этих свойств очень сложно, но, главное, в этом нет необходимости. В реальных условиях эксплуатации эти точки будут дрейфовать, поэтому область D(Vстр) можно рассматривать как приближенную оценку области изменения свойств канала управления в производственных условиях. Знать о возможных изменениях свойств МД весьма важно, т.к. известно, что управлять астатическим объектом гораздо сложнее, чем статическим. В частности при «ручном» управлении операторы всегда работают за значительной недогрузкой, т.к. попав в область D(Vстр) при таком управлении практически всегда возникает «завал» рабочей зоны дробилки, сопровождающийся ее аварийным остановом.
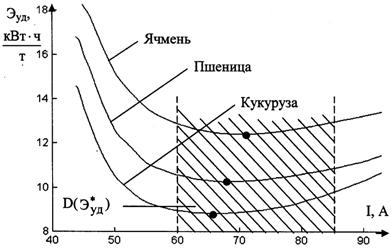
Рис. 4 Иллюстрация изменения удельных энергозатрат Эуд на дробление
различных зерновых компонентов (точками выделены экстремумы Эуд,
соответствующие приведенным характеристикам)
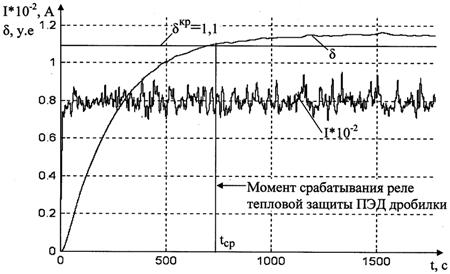
Рис. 5. Иллюстрация перегрева ПЭД при его работе в номинальном режиме
и колебаниях тока нагрузки (моделирование при t > tср проведено
для определения уровня установившегося процесса по d)
Рис. 4 иллюстрирует изменения удельных энергозатрат Эуд на дробление различных зерновых компонентов (как и в предыдущем случае – они получены как квазистатические характеристики). Из него следует, что Эуд имеет экстремум (минимум) ![]() = Эуд(I*), положение которого будет зависеть не только от вида дробимого продукта, но и от многих других факторов. При этом в реальных (производственных) условиях предполагаемая область дрейфа экстремума будет соответствовать D(
= Эуд(I*), положение которого будет зависеть не только от вида дробимого продукта, но и от многих других факторов. При этом в реальных (производственных) условиях предполагаемая область дрейфа экстремума будет соответствовать D(![]() ). Она достаточно широкая и, очевидно, что решение задачи энергосбережения невозможно без алгоритмов поиска экстремума непосредственно в ходе технологического процесса (ТП).
). Она достаточно широкая и, очевидно, что решение задачи энергосбережения невозможно без алгоритмов поиска экстремума непосредственно в ходе технологического процесса (ТП).
Рис. 5 иллюстрирует процесс перегрева ПЭД d(t) при его работе на номинальном значении среднего тока нагрузки ![]() . Это значение тока поддерживается системой автоматической стабилизации, т.е.:
. Это значение тока поддерживается системой автоматической стабилизации, т.е.: ![]() = Iзд. Поскольку система реализует принцип управления с обратной связью, то в окрестности Iзд существуют значительные колебания I(t) (ошибки регулирования). В отсутствии колебаний, т.е. если бы ток нагрузки ПЭД был бы равен номинальному значению, т.е. если бы I(t) =
= Iзд. Поскольку система реализует принцип управления с обратной связью, то в окрестности Iзд существуют значительные колебания I(t) (ошибки регулирования). В отсутствии колебаний, т.е. если бы ток нагрузки ПЭД был бы равен номинальному значению, т.е. если бы I(t) = ![]() = Iзд = Iном, то его тепловой режим тоже был бы (после окончания переходного процесса) номинальным – d(t) = dном = 1. Колебания, как это видно из результатов моделирования, нарушают это соответствие.
= Iзд = Iном, то его тепловой режим тоже был бы (после окончания переходного процесса) номинальным – d(t) = dном = 1. Колебания, как это видно из результатов моделирования, нарушают это соответствие.
В условиях промышленной эксплуатации МД конкретные значения характеристик колебаний I(t) априори неизвестны, а значение Iзд может изменяться вследствие поиска ![]() . Таким образом, априори установить ограничения на значения тока нагрузки ПЭД, гарантируя при этом соблюдение ограничений на его тепловой режим, невозможно. Это означает, что задача соблюдения теплового режима работы ПЭД, как и задача поиска энергосберегающего режима работы МД должна решаться непосредственно в ходе ТП.
. Таким образом, априори установить ограничения на значения тока нагрузки ПЭД, гарантируя при этом соблюдение ограничений на его тепловой режим, невозможно. Это означает, что задача соблюдения теплового режима работы ПЭД, как и задача поиска энергосберегающего режима работы МД должна решаться непосредственно в ходе ТП.
Анализ особенностей МД как ОУ, рассмотренных выше, показывает, что для эффективного управления процессом дробления ранее разработанных алгоритмов недостаточно. Помимо функции регулирования (стабилизации) тока нагрузки ПЭД (F1) во всем диапазоне условий работы МД, САУ МД дополнительно должна реализовать следующие функции:
1. Безусловной оптимизации режима работы МД по энергопотреблению (F2) поиска такого текущего уровня загрузки МД, при котором удельные энергозатраты Эуд на процесс дробления будут минимальными (Iзд º I*) и, одновременно, гарантированно соблюдался бы допустимый тепловой режим ПЭД (d < dгр+).
2. Гарантирования соблюдения ограничений теплового регламента ПЭД (F3) расчета текущего максимально допустимого заданного значения теплового режима ПЭД (значения dздд+), при котором вероятность ![]() отсутствия срабатывания РТЗ на интервале времени Т (отсутствия события S, т.е.
отсутствия срабатывания РТЗ на интервале времени Т (отсутствия события S, т.е. ![]() ) не будет ниже ее заданного гарантированного значения
) не будет ниже ее заданного гарантированного значения ![]() , и стабилизации d(t) на уровне dздд+(t).
, и стабилизации d(t) на уровне dздд+(t).
3. Коммутации структуры САУ (F4), т.е. автоматического перехода из режима минимизации Эуд в режим максимально достижимой производительности при стабилизации предельного нагрева ПЭД на уровне dздд+. Необходимость в этом возникает, если ![]() располагается вблизи или за границей допустимых тепловых режимов ПЭД, т.е. при dздд+ > dгр (см. рис. 5).
располагается вблизи или за границей допустимых тепловых режимов ПЭД, т.е. при dздд+ > dгр (см. рис. 5).
Структурная схема САУ МД, реализующей все эти функции, приведена на рис. 6.
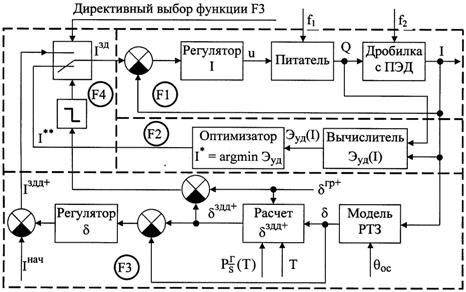
Рис. 6 Структурная схема САУ МД
(пунктиром выделены подсистемы, реализующие функции F1 … F4)
Поиск I* (функция F2) и непрерывное (квазинепрерывное) отслеживание его дрейфа в области тепловых режимов ПЭД, когда d(t) < dгр+, т.е. поиск в реальном времени безусловного экстремума функции Эуд:
Iзд(t) º I*(t) = argmax Эуд(I, t); d(I, t) < dгр+ . (1)
В условиях поиска значение I*(t) отслеживается приближенно, поэтому управляющее воздействие с оптимизатора обозначено I**(t). Разница между I** и I* обуславливает появление потерь на поиск. Этот поиск может осуществляться в рамках систем одномерной оптимизации, часто называемых системами экстремального регулирования (СЭР) [4]. Сравнительный анализ СЭР, реализующих алгоритмы с запоминанием экстремума и с непрерывным поисковым воздействием для объектов технологического типа, который позволяет конкретизировать свойства оптимизатора для САУ МД (рис. 6), проведен в [5].
Расчет dздд+ (функция F3) осуществляется на основе модели d(t), как нормального случайного процесса с нестационарным математическим ожиданием в соответствии с принципами гарантирующего управления [6]:
 ,(2)
,(2)
где ![]() – наперед заданное (гарантируемое) значение вероятности отсутствия нарушений ограничений dгр+ на интервале времени T;
– наперед заданное (гарантируемое) значение вероятности отсутствия нарушений ограничений dгр+ на интервале времени T;
 – интеграл вероятности, z =
– интеграл вероятности, z = ![]() ;
;
![]() ,
, ![]() – оценки среднеквадратических отклонений центрированной случайной составляющей
– оценки среднеквадратических отклонений центрированной случайной составляющей ![]() , вычисляемые на скользящем интервале времени Ткст £ Т (Ткст – интервал квазистационарности – минимальный интервал Т, для которого еще выполняется гипотеза о квазистационарности d(t) на этом интервале времени);
, вычисляемые на скользящем интервале времени Ткст £ Т (Ткст – интервал квазистационарности – минимальный интервал Т, для которого еще выполняется гипотеза о квазистационарности d(t) на этом интервале времени);
 ;
;  , (3)
, (3)
где ![]() ,
, ![]() – оценки изменяющегося математического ожидания и его первой производной, вычисляемые на скользящем интервале времени Тm << Ткст:
– оценки изменяющегося математического ожидания и его первой производной, вычисляемые на скользящем интервале времени Тm << Ткст:
 ,
,  . (4)
. (4)
Функция коммутации (F4) реализуется в соответствии со следующим алгоритмом:
 . (5)
. (5)
Рис. 7 иллюстрирует изменение наиболее значимых переменных в изменяющихся условиях работы МД, когда реализуются все новые функции управления, а функция F2 реализуется алгоритмом с запоминанием экстремума.
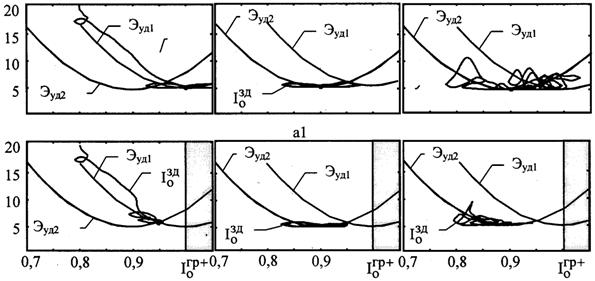
а2
а) фазовые портреты
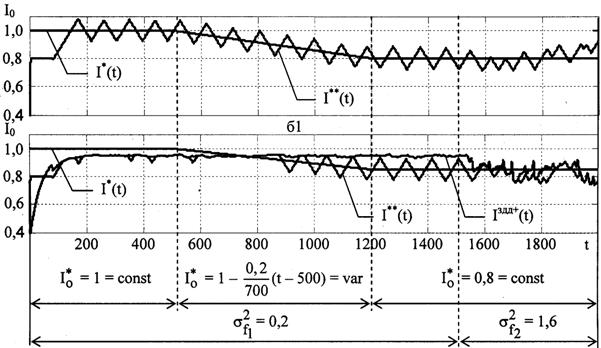
б2
б) временные диаграммы
Рис. 7. Иллюстрация работы САУ МД, реализующей функции
F1…F3 при дрейфе экстремума функции удельных энергозатрат Эуд (Эуд1, Эуд2)
и изменений текущего значения ограничений по току нагрузки
![]() = arg{d(I0, t) = d гр+}, интенсивности возмущений (дисперсии
= arg{d(I0, t) = d гр+}, интенсивности возмущений (дисперсии ![]() и
и ![]() ).
).
а1, б1 – без ограничений; а2, б2 – с ограничениями.
Обозначения, принятые на рисунке:
![]() ;
; ![]() =
= ![]() ;
; ![]() ;
;
![]() =
= ![]() ;
; ![]() =
= ![]() , Ін – номинальное значение І
, Ін – номинальное значение І
В производственных условиях дрейф Эуд, обусловленный, прежде всего, изменением характеристик продукта, поступающего на дробление, происходит с небольшой (в среднем) скоростью и достаточно неравномерно. Это позволяет периодически отключать процедуру поиска ![]() , что снизит потери на поиск. Важно отметить, что эффективность реализации перечисленных выше новых функций САУ МД в существенной мере будет зависеть от эффективности реализации традиционной функции – функции регулирования загрузки дробилки по току ПЭД.
, что снизит потери на поиск. Важно отметить, что эффективность реализации перечисленных выше новых функций САУ МД в существенной мере будет зависеть от эффективности реализации традиционной функции – функции регулирования загрузки дробилки по току ПЭД.
Questions of increase of a energy efficiency of the hammer crushers operating in conditions of changes in wide ranges of description of raw material, properties of working parts, proximity of the most effective regimes to the top permissible in an overheat are considered. The problem is solved due to introduction optimization functions and guaranteeing in SAC and the organization of special interaction between them.
1. Хобин В.А. Эффективные алгоритмы и системы управления технологическими процессами производства комбикормов // Комбикормовая промышленность. – М.: ЦНИИТЭИ Минхлебопродуктов СССР. – 1989. – 40 с.
2. Хобин В.А, Бабиков А.Ю. Математическая имитационная модель молотковой дробилки как объекта управления в среде Simulink / Наук. пр. ОНАХТ / Міністерство освіти України. – Одеса: 2006. – Вип. 29. – Т. 2. – С. 236 – 240.
3. Хобин В.А, Хилал М. Вероятностная модель работы тепловой защиты приводных электродвигателей технологических машин Контроль и управление в технических системах // Тез. докл. науч.-техн. конф. стран СНГ, 25-28 окт. 1993. – Винница, 1993. – С. 1.
4. Чинаев П.И. и др. Самонастраивающиеся системы. – К.: Наукова думка, 1969. – 527 с.
5. Хобин В.А, Бабиков А.Ю. Исследование систем гарантирующего управления экстремальными нестационарными объектами с ограничениями / Зб. наук. пр. Кіровоград. держ. техн. універ. – Кіровоград, 2002. – Вип. 11. – С. 54 – 57.
6. Хобин В.А. Системы гарантирующего управления: научные основы / Автоматизація виробничих процесів. – Київ, 2004. – № 2 (19). – С. 62 – 69.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Современные технические средства, комплексы и системы
Краснов В.А., Прохорович А.В., Шутов С.В., Деменский А.Н. Анализ флуктуаций размера растущего кристалла (на примере легированных монокристаллов кремния, вытягиваемых из расплава по методу Чохральского)Завальнюк И.П. Управление высокопроизводительной экструзией неоднородных материалов
Долина В.Г., Писаренко А.В. Синтез складної багатовимірної системи управління випарною станцією на основі рефрактометричних вимірювань
Стопакевич А.А., Тодорцев Ю.К. Анализ современного состояния систем управления брагоректификационными установками спиртового производства
Поливода В.В. Современные компьютерные технологии в АСУ на хлебоприёмном предприятии
Ладанюк А.П., Українець А.І., Кишенько В.Д. Управління автоматизованими технологічними комплексами харчових виробництв на основі сценарного підходу
Ковриго Ю.М., Фоменко Б.В. Врахування обмежень для підвищення якості функціонування систем регулювання енергоблоків ТЕС і АЕС
Евдокимов А.В., Китаев А.В., Агбомассу В.Л. Исследование причин, определяющих вращение рамки с током в магнитном поле после воздействия на нее внешнего импульса
Аппазов Э.С. Применение твердых растворов InGaN в фотовольтаике
Кузнєцов Ю.М., Дмитрієв Д.О. Програмно математичний апарат керування виконавчим органом багатокоординатних верстатів нових компоновок
Черевко О.И., Ефремов Ю.И., Одарченко А.М., Одарченко Д.М, Агафонова Ю.Ю. Теоретическое обоснование перспективного биконического резонатора для СВЧ-устройств при переработке растительного сырья
Стадниченко В.Н. Исследование влияния изменения эксплуатационных нагрузок на свойства металлокерамических слоёв полученных с использованием трибовосстанавливающих составов
Ісаєв Е.А., Наговський Д.А., Чернецька І.Е. До вибору факторів, що характеризують окомкування тонкоподрібнених залізорудних матеріалів
Федоровский К.Ю., Лунев А.А. Теплоотдача погружного пластинчатого теплообменника системы охлаждения энергоустановок морских технических средств
Федоровский К.Ю., Владецкий Д.О. Интенсификация теплоотвода замкнутых систем охлаждения энергоустановок морских технических средств.
Пономарьов Я.Ю., Ладанюк А.П., Іващук В.В. Досвід використання нечітких регуляторів в системі атоматизації випарної установки.
Левченко А.А., Кравчук О.И. Эквивалентный макромодуль процесса технического обслуживания радиотехнических средств.
Іволгіна Т.О. Енергетичний підхід до аналізу стійкості руху вимірювальної головки координатно-вимірювальної машини
Ладанюк А.П., Кишенько В.Д., Ладанюк О.А. Системна задача управління біотехнологічними процесами.
Тернова Т.І. Алгоритм оцінювання деформацій рапорту періодичних об'єктів
Рожков С.А., Федотова О.Н. Алгоритм обучения системы распознавания автоматической системы разбраковки тканей
Пупена О.М, Ельперін І.В, Ладанюк А.П. Особливості проектування комп’ютерно-інтегрованих систем управління
Квасніков В.П., Кочеткова О.В. Проектування координатно–вимірювальної машини на нейронних мережах
Водічев В.А., Мухаммед М.А. Дослідження системи стабілізації потужності різання металообробного верстата з фази-регулятором
Шутов С.В., Аппазов Э.С., Марончук А.И., Самойлов Н.А. Методика испытания термофотовольтаических преобразователей
Хобин В.А. Повышение качества формирования смесей средствами интеллектуализации алгоритмов управления порционным дозированием
Терновая Т.И. Автоматическая система разбраковки тканей с печатным рисунком методом компенсации информационных потоков
Рожков С.А., Бражник Д.А. Использование нейросетевых структур для построения систем распознавания образов
Місюра М.Д., Кишенько В.Д. Математичні моделі технологічних процесів пивоварного виробництва як об’єктів автоматизації
Ладанюк А.П., Власенко Л.О. Автоматизоване управління бізнес-процесами в комп’ютерно-інтегрованих структурах підприємства
Жукова Н.В., Литвинов В.І. Вирішення проблеми погодженого руху валків з неоднаковими катаючими діаметрами профілезгинальних станів
Денисова А.Е., Тодорцев Ю.К., Максименко И.Н. К вопросу об автоматизации интегрированной установки теплоснабжения с возобновляемыми источниками энергии
Бессараб В.И. Компьютеризированная система управления водоотливным хозяйством угольных шахт по критерию минимума энергозатрат
Хобин В.А. Регулятор переменной структуры для объектов технологического типа
Тонконогий В.М. Трехконтурная АСУ нанесением ионно-плазменного покрытия на режущий инструмент.
Колесникова Е.В., Кострова Г.В. Формирование базы данных АСУТП дуговой сталеплавильной печи.
Водічев В.А. Автоматизована система керування швидкостями робочих рухів то-карного верстата для підвищення ефективності обробки торцевих поверхонь.
Бергер Е.Г., Дмитрієв Д.О., Бергер Є.Е., Діневич Г.Ю. Синтез строфоїдографів за методом параметричних сімей.
Бабак В.П., В.Н. Стадніченко, О.Г. Приймаков Прогнозування надійності, дов-говічності та витривалості авіаційних матеріалів
Бабак В.П., Стадниченко В.Н., Приймаков О.Г., Токарчук В.В. Прогнозування витривалості авіаційних матеріалів .
Куцак Р.С. Використання методу координатного еталону в задачах автоматизації контролю якості тканини.
Попруга А.Г. Усовершенствование электрических нагревателей по критерию экономии энергии.
Пашковский А.А., Далечин А.Ю. Система регистрации спектров фотолюминес-ценции
Никольский В.В., Цюпко Ю.М. Применение пьезоэлектрических датчиков в сис-теме кондиционирования воздуха судовых систем микроклимата.
Крапивко Г.И., Хлопёнова И.А. Повышение коэффициента полезного действия кремниевых фотоэлектронных преобразователей методом лазерной гравировки.
Кихтенко Д.А. Управление шаговыми двигателями в микрошаговом режиме, оп-тимизация управления.
Горохов В.А. Автоматизированная транспортно-складская система в текстильной и легкой промышленности.
Водічев В.А. Система стабілізації потужності різання фрезерного верстата з взаємозв'язаним керуванням швидкостями робочих рухів.
Шутов С.В., Аппазов Э.С., Марончук А.И. Испытание фотоэлектрических преобразователей в условиях экстремальных температурных колебаний.
Худяев А.А. К проблеме повышения точности воспроизведенияв классе многоканальных воспроизводящих систем с эталонной настройкой каналов.
Тверезовський В.С., Бараненко Р.В. Принцип побудови елементів вимірювальних систем, представлених цифровими програмно керованими давачами.
Никольский В.В., Сандлер А.К. Моделирование процессов в вискозиметре с пьезоэлектрическим приводом.
Марончук И.Е., Андронова Е.В., Баганов Е.А., Курак В.В. Использование метода импульсного охлаждения насыщенного раствора-расплава для формирования наноразмерных структур InSb в матрице GaSb.
Водічев В.А. Аналого-цифровий регулятор режиму металообробки для верстатів з числовим програмним керуванням.
Блинов Э.И., Кравцов В.И., Кравцов А.В., Недбайло А.Н. Управление гибкими протяженными объектами направленными силовыми воздействиями.