УДК 681.324
ЕКСТРЕМАЛЬНА АДАПТИВНА СИСТЕМА
З НЕПАРАМЕТРИЧНОЮ ІДЕНТИФІКАЦІЄЮ
ТА БАГАТОПАРАМЕТРИЧНИМ РЕГУЛЯТОРОМ
Ладанюк А.П., Кроніковський Д.О.
Вступ
Досить багато об’єктів керування функціонують в екстремальних режимах, тобто в режимах досягнення max(min) бажаного показника Q(t). Як приклад можна навести котлоагрегати, печі, двигуни внутрішнього згорання та ін. Завдання керування – це дотримання системою критичної точки(u*, Q*) рис.1, де u*-це оптимальна дія управління, за якої керований показник Q досягає свого екстремального значення Q*.
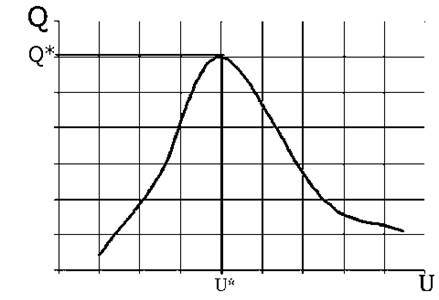
Рис.1. Екстремальна статична характеристика
Для динамічних об’єктів робоча точка змінює своє положення з часом, що зумовлює складність керування такими об’єктами та вимагає створення адаптивної системи, яка б реагувала на деформацію та дрейф статичних характеристик об’єкта.
Алгоритм роботи більшості відомих регуляторів з автоматичним настроюванням або адаптацією [ 1.. .4] складається з наступних етапів:
· ідентифікація параметрів моделі об'єкта керування;
· розрахунок коефіцієнтів регулятора;
· уведення коефіцієнтів у регулятор і запуск його функціонування.
Розрахунок коефіцієнтів виконується за формулами, які отримані аналітично. Аналітичні методи використовуються тричі:
· для опису моделі;
· для її ідентифікації;
· для розрахунку параметрів регулятора за рівняннями моделі.
Оскільки аналітичні рішення існують тільки для простих задач, такий підхід вимагає множини припущень, що спрощують модель та зменшують точність (про відсутність нелінійності типу "обмеження", про те, що об'єкт описується моделлю першого або другого порядку, рідше моделлю зі спеціальною структурою [3], припущення про відсутність похибки дискретизації та ін. [4]).
Постановка задачі
При рішенні задачі синтезу адаптивної системи доцільно врахувати як технологічні, так і технічні обмеження. Технологічне обмеження, як наявність допустимого інтервалу зміни для помилки керування ε(t) врахується у вигляді нерівності:
|ε(t)|≤ Е, (1)
де t - змінна часу; Е - максимальне значення сигналу ε(t), при якому не порушуються технологічні вимоги до якості виробництва продукції. Технічне ж обмеження, яке накладає складність реалізації системи керування, а також певні встановлені лімітування на виконавчі механізми, подається у вигляді нерівності:
|u(t)|≤U, (2)
де U— максимально припустимий керуючий вплив.
При розрахунку параметрів регулятора передбачається, що похибка чисельного диференціювання й інтегрування відсутні. Передбачається також, що критерій якості регулювання заданий жорстко під час одержання розрахункових формул і надалі змінюватися не може. Наприклад, використовується критерій мінімуму дисперсії [5], "експертний критерій" [6], заданий декремент загасання [7], максимальний ступінь стійкості [3].
Внаслідок прийнятих допущень з'являється погрішність моделі, через яку фактичне настроювання регулятора не є оптимальним, навіть якщо розрахункові формули отримані з умов мінімуму деякого критерію якості регулювання. Використовуючи при їх верифікації замість експерименту результати моделювання, стає можливим позбавитися тих недоліків, які присутні при аналітичних розрахунках.
Нами пропонується замість наближеної параметричної аналітичної моделі використати отриману характеристику реального об'єкта керування без її подання в аналітичній формі, тобто табличну модель перехідної характеристики та сингалу управління. Основною перевагою даної системи є виключення етапу параметричної ідентифікації об’єкта, що зменшує кількість аналітичних розрахунків та час розробки системи. Це стало можливим завдяки використанню перехідної характеристики та принципу інтегралу Дюамеля.
Методика дослідження
Дана система поєднує алгоритми структурної та параметричної адаптації з багатопараметричними алгоритмами керування.
Метою створення такої системи є постійний моніторинг робочої точки та забезпечення високої якості керування за рахунок використання багатопарметричного ПІДД2Д3 регулятора.
Загальна схема даної системи наведена на рис.2:
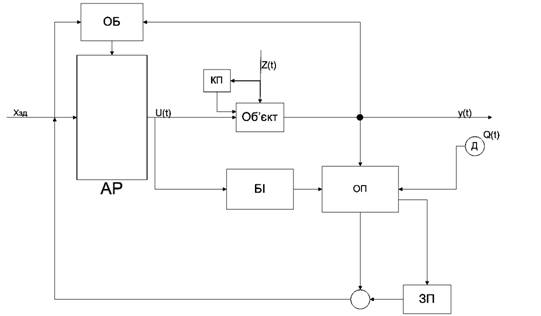
Рис.2. Схема адаптивної системи керування з непараметричною ідентифікацією об’єкта
На першому етапі на вхід регулятора подається сигнал максимального завдання, що завідома передбачає перехід системи через екстремальний бар’єр xзадopt, тобто знаходження системи в екстремальній точці, яка і є бажаною робочою точкою. Регулятор(АР) на цьому кроці має настройки КП0 та КI0 (ПІ алгоритм). Блок ідентифікації (БІ) через обрані інтервали часу фіксує дискретні значення перехідної характеристики об’єкта h(t), управляючої дії u(t) та значення якості Q(t), генеруючи масиви даних. Розмір масивів даних залежить виключно від значення кроку вимірювань, а крок, в свою чергу впливає на точність та складність майбутніх обчислень[8,9,10].
Маючи масиви перехідної характеристики h(t), управляючої дії u(t) та використавши інтеграл Дюамеля, ми можемо знайти вихід об’єкта у(t). Зручніше з точки зору математичного моделювання встановити зв’язок одразу з трьома параметрами h(t), u(t), Q(t), використавши теорію трьохмірного інтегрування методом Дюамеля (графічне представлення на рис.3) , проте це сильно обтяжить обчислювальний процес, тому доцільніше використавши інтеграл Дюамеля знайти вихід об’єкта у(t), а залежність Q(t) і h(t) подати у вигляді поліноміальної залежності. Степінь полінома доцільно обмежити четвертим, адже це дасть точність до тисячних, що тотожно точності датчиків.
Рис 3. Трьохмірне експериментальне представлення моделі
На другому етапі блок ідентифікації(БІ) передає параметри максимуму якості Q(t)max(min) та відповідне значення h(t)opt в операційний процесор(ОП). Значення h(t)opt та Q(t)max(min) заносяться в запам’ятовуючий пристрій (ЗП), який формує нове xзадopt.
Після цих змін обчислювальний блок (ОБ) за виконання умови:
|xзадopt-y(t)|<ε (3)
підключає до ПІ регулятора складові Д, Д2, Д3, значення яких обчислюються при розв’язанні системи (1,2,4-6):
u(t)=Kпe(t)+KІ![]() +Kд
+Kд![]() + Kд2
+ Kд2![]() + Kд3
+ Kд3![]() ; (4)
; (4)
y(t)=![]() ; (5)
; (5)
Q(t)=F(h(t)). (6)
Числові методи вирішення системи описані в працях[1,4], причому для моделювання використовуються зглажені функції. Методи згладжування описані в роботі [6].
Після визначення оптимальних настройок багатопараметричного регулятора Kп, KI , Kд , Kд2 , Kд3 система переходить від режиму навчання в режим керування.
Система функціонуватиме без змін, поки не виконається умова:
|Q(t)пот-Q(t)max(min)|>ΔQдоп , (7)
де Q(t)пот, Q(t)max(min) – поточне та бажане значення якісного показника;
ΔQдоп - максимальне допустиме відхилення;
При виконанні даної умови система знову переходить в режим навчання, тобто алгоритм починається з першого кроку.
Імітаційне моделювання
Для дослідження системи було обрано як об’єкт процес фільтрування згущеної суспензії соку I сатурації в камерних вакуум-фільтрах цукрового заводу. Модель була представлена у вигляді диференціальних рівнянь. Уточнення коефіцієнтів в явному вигляді відбуватися не буде, поскільки даний алгоритм базується на непараметричній ідентифікації. Як регулюючу дію було обрано тиск в зоні фільтрування, який регулюється реверсивним вакуум компресором. Це опціональна схема, яка забезпечує мінімізацію втрати сахарози в фільтраційному осаді. Система здатна корегувати недоліки роботи вакуум конденсаційної установки, роботи головок вакуум фільтрів, якості регенерації фільтр-тканини, опору в трубопроводах та інших факторів.
Відомо, що оптимальним тиском, в залежності від якості буряка є 0,03-0,045 МПа, при цьому втрати сахарози в фільтраційному осаді складатимуть 0,08-0,11 % до маси буряка. При зменшенні тиску відбувається утворення тріщин в фільтраційному осаді, що приводить до зменшення якості фільтрації, та втрати сахарози на подальших етапах. Отже, перед нами задача екстремального керування тиску в зоні фільтрації.
При моделюванні системи для дослідження якості роботи було штучно введена швидка зміна робочої точки в діапазоні 0,028-0,047 МПа.
Якісний параметр, що необхідно контролювати – це вміст сахарози в фільтраційному осаді.
Непараметрично ідентифікувавши об’єкт, система веде пошук оптимального значення тиску, враховуючи, що на даний момент параметри об’єкту є незмінними. Знайшовши Рopt, ОБ знаходить оптимальне значення П та І складових регулятора, після чого підключаються Д, Д2, Д3 складові, що забезпечують необхідну швидкодію та якість функціонування системи. Оскільки початкові параметри КП0 та КІ0 не є оптимальними, то на рис.4. в збільшеному вигляді на перших секундах функціонування ми бачимо значну динамічну похибку.
Рис.4. Ступінчата перехідна характеристика
між новими значеннями оптимального тиску Рoptі
В збільшеному вигляді на рис.4. наведено динамічну похибку першого кроку за початкових параметрів регулювання Кр0 та Кі0.
Блок ідентифікації, отримавши нове значення вмісту сахарози, що задовольняє умові(7), формує необхідне значення тиску Рopt, яке, в свою чергу, задовольнятиме умові екстремуму maxmin|Q(t)|. На рис.4. показані крокові переходи значень оптимального тиску Рoptі.
Отримані результати та висновки
За статистикою на заводах залишковий тиск в вакуум-фільтрах формується за рахунок надійності роботи вакуум-конденсаційної установки та наявного зносу головок вакуум-фільтрів. Нормальним явищем є значення залишкового тиску в межах 0,03-0,055 МПа. В той же час відомо, що втрата сахарози при оптимальному значенні тиску 0,08% від маси буряка, при 0,04-0,047 МПа - до 0,20%, а при 0,067МПа-0,3-0,5%[13].
Отже, впровадження даної системи може дати, як кінцевий результат, підвищення виходу цукру до 0,30%, що є значним ефектом у виробництві.
В основі побудови алгоритму адаптації системи керування покладено числові методи обробки експериментальних даних та багатопараметричні алгоритми керування.
Даний алгоритм можна вважати адаптивним багатопараметричним регулятором з самонастройкою. Він є універсальним для екстремальних режимів і здатний забезпечити необхідну якість регулювання. Єдиним обмеженням, яке виникає під час впровадження, є обмеження потужності технічної бази контролера. Проте це не означає, що алгоритм не буде працездатним, адже можна піти на спрощення системи пошуку оптимальних параметрів настройки, збільшити крок ідентифікації чи знизити степінь полінома.
ЛІТЕРАТУРА
1. Денисенко В.В. Компьютерное управление технологическим процессом, экспериментом, оборудованием. М.: Горячая линия - Телеком, 2009.
2. Штепнберг Ш.Е., Сережин Л.П., Залуцкий И.Е., Варламов И.Г. Проблемы создания и эксплуатации эффективных систем регулирования // Промышленные АСУ и контроллеры. 2004. № 7.
3. Шубладзе A.M., Гуляев СВ., Шубладзе А.А. Оптимальные автоматически настраивающиеся общепромышленные регуляторы // Приборы и системы. Управление, контроль, диагностика. 2002. № 10.
4. Astrom K.J., Hagglund Т. Advanced PID control. ISA -The Instrumentation, Systems, and Automation Society, 2006.
5. Ротач В.Я. Теория автоматического управления. М.: МЭИ,2004.
6. Ротач В.Я. К расчету оптимальных параметров реальных ПИД регуляторов по экспертным критериям // Промышленные АСУ и контроллеры. 2006. № 2.
7. Ziegler J.G., Nichols N.B. Optimum settings for automatic controllers // Trans. ASME. 1942. Vol. 64.
8. Марчук Г.И. Методы вычислительной математики. М.: Наука, 1980.
9. Dierckx P. Curve and surface fitting with splines: Claredon Press. Oxford, 1996.
10. Шубладзе A.M., Гуляев СВ., Шубладзе А.А. Оптимальные автоматически настраивающиеся общепромышленные регуляторы // Приборы и системы. Управление, контроль, диагностика. 2002. № 10.
11. Шубладзе A.M. Методика расчета оптимальных по степени устойчивости ПИД-законов управления. II // Автоматика и телемеханика. 1987. № 6.
12. Шубладзе A.M. Достаточные условия экстремума в системах максимальной степени устойчивости. I // Автоматика ителемеханика. 1997. № 3.
13. А.Р.Сапронов. Технология сахарного производства: учебное пособие.—М.:Агропромиздат, 1986.-431с.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Оптимальное управление объектами и системами
Бойченко О.В. Оптимізація роботи інформаційно-телекомунікаційних систем спеціального призначенняТимченко В.Л. Формирование динамических принципов управления подвижным объектом на основе метода структурно ― переключаемых обратных связей
Лебеденко Ю.О., Рудакова Г.В. Модель нечіткого виводу для оптимального управління перетворювачем частоти в системах автономного живлення
Ладієва Л.Р., Дубік Р.М. Оптимальне керування процесом контактної мембранної дистиляції
Писаренко А.В., Дробот І.Ю. Алгоритм синтезу систем зі змінною структурою у ковзному режимі
Погребняк И.Ф. Формализация проблемы управления организационными системами в условиях неопределенности
Батюк С.Г., Олійник С.Ю. Методика оптимальної фільтрації даних температурного контролю турбогенераторів в умовах значних промислових перешкод.
Дорогов А.Ю., Лесных В.Ю., Раков И.В., Титов Г.С. Алгоритмы оптимального движения мобильных объектов по пересеченной местности и транспортной сети
Михайленко В.С., Ложечников В.Ф. Сравнительный анализ комплексного и нечеткого регуляторов при управлении многомерным объектом
Бакшанська Т.Д., Рижиков Ю.Г., Тодорцев Ю.К. Мінімізація токсичності продуктів згорання та втрат теплоти у топкових пристроях з рециркуляцією продуктів згорання на основі узагальненого критерію оптимізації
Луцька Н.М., Заєць Н.А., Ладанюк А.П. Синтез та порівняння багатовимірних регуляторів для колонної дифузійної установки цукрового заводу.
Корнієнко Б.Я., Снігур О.В. Оптимізація параметрів процесу зневоднення і гранулоутворення в апараті псевдозрідженого шару
Ладієва Л.Р., Зав'ялова Т.П. Оптимізація плівкового апарату роторного типу за максимальною продуктивністю
Лебеденко Ю.О. Оптимальне управління безпосереднім перетворювачем частоти за критерієм мінімізації негативного впливу на живильну мережу
Тарасюк В.П., Алдохіна А.С. Основні положення методики побудови оптимального розкладу управління обладнанням паралельних технологічних процесів на основі експертних оцінок.
Стопакевич А.А. Новые соотношения для синтеза цифровых оптимальных одномерных систем управления для объектов с запаздыванием.
Ладієва Л.Р.,. Жулинський О.А Оптимізація установки контактної мембранної дистиляції.
Батурінець Є. В., Пасенченко Ю. А. Управління матеріальними запасами з обмеженнями на складські приміщення
Смітюх Я.В., Кишенько В. Д. Оптимізація управління процесами брагоректифікації.
Рябкин Ю.В, Карнаух В.В. Квазиоптимальная обработка коротких радиоимпульсов в акустооптическом спектроанализаторе.
Песчанский А.И. Оптимальное техническое обслуживание двухкомпонентной параллельной системы с учетом наработки каждого элемента.
Лебеденко Ю.А. Исследование непосредственного преобразователя частоты с оптимальным управлением.
Исаев Е.А., Чернецкая И.Е., Завальнюк О.П. К вопросу принятия решений при оптимизации гранулирования рыбной муки в барабане.
Кириллов О.Л., Якимчук Г.С. Оптимальное управление технологическим процессом заполнения слабопроводящими заряжающимися жидкостями (СПЗЖ) замкнутых объемов.
Водічев В.А. Порівняльний аналіз швидкодії алгоритмів керування у системі оптимізації технологічного процесу металообробки.
Поливода О.В., Бражник А.М. Метод компенсации ошибок идентификации при оптимальном управлении
Марасанов В.В., Забитовская О.И., Щербина Е.В. Энтропийные методы оптимизации гравитационных моделей.
Балтовский А.А. Синтез оптимального закона управления большой системой на основе композиции локальных оптимальных решений
Луцька Н.М. Синтез оптимальних регуляторів для систем автоматизації технологічних комплексів неперервного типу.
Кондратенко Г. В., Кондратенко Ю. П., Мухортова К. В. Синтез нечетких регуляторов на основе объектно-ориентированных технологий.
Чернецкая И.Е., Исаев Е.А., Лебеденко Ю.А. Система автоматической оптимизации окомкования железорудного концентрата в условиях ЦГОКа
Червинський В.В., Бессараб В.І. Ієрархічна система оптимального управління установкою з газифікації вугілля методом напівкоксування з циркулюючим киплячим шаром
Усов А. В., Дубров К. А. Оптимизация и управление термомеханическими процессами при получении феррокерамических изделий для отклоняющих систем
Кучеров Д.П. Алгоритм обучения субоптимальному по быстродействию управлению динамической системой второго порядка без нулевых полюсов
Ладанюк А.П., Луцька Н.М., Лобок О.П. Розробка багатовимірних оптимальних регуляторів для об'єктів одного класу.
Маломуж Т.В. Оптимальное управление на основе интеллектуальных систем
Марончук И.Е., Кучерук А.Д., Данилец Е.В., Ерохин С.Ю., Чорный И.В. Опти-мизация двухкоординатных позиционно-чувствительных фотоприемников.