УДК 62-52:621.9.06
ДОСЛІДЖЕННЯ СИСТЕМИ СТАБІЛІЗАЦІЇ ПОТУЖНОСТІ РІЗАННЯ МЕТАЛООБРОБНОГО ВЕРСТАТА З ФАЗИ-РЕГУЛЯТОРОМ
Водічев В.А., Мухаммед М.А.
Автоматизовані системи керування робочими рухами верстатів, що стабілізують потужність різання, забезпечують підвищення продуктивності і точності металообробки. [1, 2]. Для цих систем характерна робота під впливом параметричних збурень, які обумовлені зміною величини припуску, що знімається. Дія збурень обумовлює зміну коефіцієнта передачі об’єкта керування, що призводить до погіршення якості перехідних процесів у системі стабілізації і може зробити систему нестійкою.
Для забезпечення стійкості і поліпшення якості перехідних процесів у системах стабілізації потужності різання з регулюванням за відхиленням вихідної координати від заданого значення застосовують пристрої випереджуючої корекції [1] чи використовують гнучкий зворотний зв’язок за регульованою координатою [2]. Проте в першому випадку наявне значне перерегулювання потужності при зміні глибини різання стрибком, а в другому випадку не вдається поєднати у системі добру якість перехідних процесів і малу статичну похибку в усталеному режимі. В сучасних умовах в багатьох випадках недоліки класичних систем керування технологічними процесами можуть бути компенсовані шляхом застосування фази-регуляторів. Проте дослідженням шляхів застосування цих регуляторів у системах, що стабілізують силові параметри процесу металообробки, у літературі уваги не приділено.
Метою роботи є дослідження можливості створення на основі фази-регулятора системи стабілізації потужності різання металообробного верстата з високими статичними і динамічними характеристиками.
Об’єктом управління у такій системі є технологічний процес металообробки, керуючою дією – швидкість подачі виконавчого органу верстата, а основними збурюючими діями – зміни глибини та ширини обробки. Синтез системи стабілізації потужності різання для вертикально-фрезерного верстата виконано в пакеті програм Matlab з використанням бібліотеки «Fuzzy Logic Tool Box» [3]. Модель системи у середовищі Simulink (рис. 1) містить блоки моделей процесу обробки з датчиком потужності різання, електропривода подачі верстата і фази-контролера. Математична модель процесу обробки побудована на основі емпіричних залежностей, що пов’язують потужність обробки з керуючою і збурюючими діями в усталеному режимі [2]. Для врахування динамічних властивостей процесу обробки у складі моделі використано аперіодичну ланку першого порядку зі сталою часу, що є зворотно пропорційною частоті обертання фрези [1]. Інформація про поточне значення потужності різання надходить на вхід фази-контролера від датчика активної потужності асинхронного двигуна головного руху верстата. Для врахування електромагнітної інерційності цих елементів системи їх подано в моделі аперіодичними ланками першого порядку. Модель електропривода подачі стола верстата відповідає комплектному імпульсному електроприводу постійного струму типу ЕШІМ1, система управління якого містить пропорційно – інтегральний регулятор швидкості і релейний регулятор струму двигуна [2]. Механічну частину електропривода подачі представлено у моделі двомасовою розрахунковою схемою [4]. Вона враховує пружні властивості механічної передачі фрезерного верстата моделі 6Б75В, що складається з редуктора, передачі гвинт-гайка і елементів її кріплення. На вхід електропривода подачі надходить сигнал задання максимальної швидкості uзш разом з вихідним сигналом інтегратора uі, на вхід якого надходить сигнал uк, що сформований фази-регулятором.
Рис. 1 Схема моделі системи стабілізації потужності різання з фази-регулятором
Регулятор аналізує стан двох вхідних сигналів, що пропорційні потужності обробки uр і похідній цієї потужності uр. Для вхідної лінгвістичної змінної „потужність” задамо три лінгвістичні терми: дорівнює заданому значенню, менша за задану, більша за задану. Їм відповідають функції приналежності з іменами PZ, PNB, PPB (рис. 2, а).
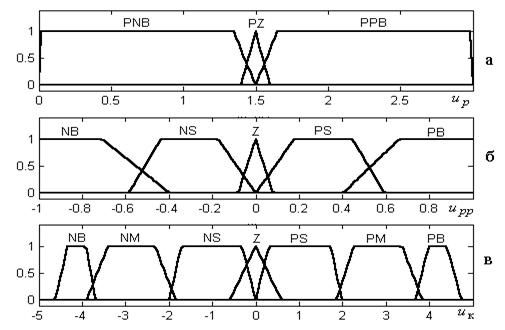
Рис. 2 Графіки функцій приналежності вхідних і вихідного сигналів
Вхідній змінній „похідна потужності” відповідає п’ять лінгвістичних термів: негативна велика NB, негативна мала NS, нуль Z, позитивна мала PS, позитивна велика PB (рис. 2, б). Вихідний сигнал фази-регулятора uк задає напрям корекції поточного значення швидкості подачі. Вихідній змінній „корекція” відповідає сім лінгвістичних термів: негативна велика NB, негативна середня NM, негативна мала NS, нуль Z, позитивна мала PS, позитивна середня PM, позитивна велика PB (рис. 2, в).
При складанні фази-правил як експертні знання використані результати аналізу перехідних процесів, що були отримані при моделюванні системи з класичним регулятором. Експертні лінгвістичні вислови, що відображають зв’язок між змінними „потужність”, „похідна потужності”, „корекція”, подані у табл.1. Кожний рядок таблиці відповідає одному правилу.
Таблиця 1
База знань для формування фази-правил
|
№ |
Потужність |
Похідна потужності |
Корекція |
|
1 |
Дорівнює заданій |
Негативна велика |
Позитивна середня |
|
2 |
Дорівнює заданій |
Негативна мала |
Позитивна мала |
|
3 |
Дорівнює заданій |
Нуль |
Нуль |
|
4 |
Дорівнює заданій |
Позитивна мала |
Негативна мала |
|
5 |
Дорівнює заданій |
Позитивна велика |
Негативна середня |
|
6 |
Більше заданої |
Негативна велика |
Позитивна мала |
|
7 |
Більше заданої |
Негативна мала |
Нуль |
|
8 |
Більше заданої |
Нуль |
Негативна мала |
|
9 |
Більше заданої |
Позитивна мала |
Негативна середня |
|
10 |
Більше заданої |
Позитивна велика |
Негативна велика |
|
11 |
Менше заданої |
Негативна велика |
Позитивна велика |
|
12 |
Менше заданої |
Негативна мала |
Позитивна середня |
|
13 |
Менше заданої |
Нуль |
Позитивна мала |
|
14 |
Менше заданої |
Позитивна мала |
Нуль |
|
15 |
Менше заданої |
Позитивна велика |
Негативна середня |
При розробці фази-блоку за допомогою «Fuzzy Logic Tool Box» застосовано систему інференції Мамдані. Дефазифікацію виконано методом центра тяжіння (centroid).
Результати дослідження розробленої системи на моделі (рис. 1) подані у вигляді графіків залежностей потужності різання Рz, швидкості подачі S стола верстата і глибини різання tр від часу t (рис.3).
 |
Моделювання проведено для процесу обробки на легкому фрезерному верстаті моделі 6Б75В з електроприводом головного руху на базі асинхронного двигуна з короткозамкненим ротором з регулюванням швидкості шпинделя переключенням ступенів коробки швидкостей. Задане значення потужності обробки прийнято таким, що дорівнює номінальній потужності двигуна головного руху у 1,5 кВт. Цей двигун, як джерело інформації про потужність різання представлено аперіодичною ланкою першого порядку зі сталою часу, що дорівнює електромагнітній сталій часу 0,05 с. Датчик активної потужності двигуна представлено аперіодичною ланкою зі сталою часу 0,02 с. Потужність втрат у двигуні і механічній передачі не враховувалась. Коефіцієнти і показники степеня у моделі процесу обробки відповідають обробці стальної заготівки кінцевою фрезою діаметром Dф =50 мм з шістю зубами при ширині обробки B=40 мм з постійною частотою обертання шпинделя n=300 об/хв, Цій частоті обертання відповідає стала часу процесу обробки у 0,2 с [1].
При моделюванні проведено порівняння розробленої системи з традиційною системою стабілізації з нелінійним технологічним зворотним зв’язком без пристрою корекції (нижнє положення перемикача у наведеній на рис.1 схемі моделі). Як видно з графіків (рис. 3, а) система без корекції при зміні глибини обробки підтримує задане значення потужності з похибкою в усталеному режимі, а при значній зміні глибини tр втрачає стійкість. Система з фази-регулятором в таких самих умовах обробки в усталеному режимі підтримує потужність різання на заданому рівні без похибки (рис. 3, б), перехідні процеси, що обумовлені зміною глибини різання стрибком, відбуваються без коливань, а перерегулювання потужності не перевищує 14 % від заданого значення.
Проведене дослідження свідчить, що на базі фази-регуляторів можуть бути створені системи стабілізації силових параметрів процесів металообробки з високими статичними і динамічними характеристиками. При застосуванні таких регуляторів можуть бути використані переваги фази-технології, які полягають в тому, що для настроювання регулятора застосовуються вихідні дані, що отримані з досвіду і виражені природною мовою, а також в швидкості настроювання регулятора і відносно малому обсязі пам’яті, що займає фази-блок у пам’яті програмованого контролера.
The paper deals with the application of fuzzy-regulator for feed electric drive control in the automated system, which maintains the cutting power of machine-tool on required level and increases machine-tool productivity. The results of investigation of the system on mathematical model are presented.
1. Шапарев Н.К. Расчет автоматизированных электроприводов систем управления металлообработкой. – К.: Лыбидь,1992. – 272 с.
2. Водічев В.А. Синтез і дослідження статичної системи стабілізації потужності різання металообробного верстата // Автоматика. Автоматизация. Электротехнические комплексы и системы. – Херсон: ХГТУ. – 2002. – №1 (10). – С. 104-110.
3. Леоненков А.В. Нечеткое моделирование в среде MATLAB и fuzzy TECH. – СПб.: БХВ-Петербург, 2003.- 736 с.
4. Теорія електропривода: Підручник / М.Г. Попович, М.Г. Борисюк, В.А. Гаврилюк та ін.; За ред. М.Г. Поповича. – К.: Вища школа, 1993. – 494 с.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Современные технические средства, комплексы и системы
Краснов В.А., Прохорович А.В., Шутов С.В., Деменский А.Н. Анализ флуктуаций размера растущего кристалла (на примере легированных монокристаллов кремния, вытягиваемых из расплава по методу Чохральского)Завальнюк И.П. Управление высокопроизводительной экструзией неоднородных материалов
Долина В.Г., Писаренко А.В. Синтез складної багатовимірної системи управління випарною станцією на основі рефрактометричних вимірювань
Стопакевич А.А., Тодорцев Ю.К. Анализ современного состояния систем управления брагоректификационными установками спиртового производства
Поливода В.В. Современные компьютерные технологии в АСУ на хлебоприёмном предприятии
Ладанюк А.П., Українець А.І., Кишенько В.Д. Управління автоматизованими технологічними комплексами харчових виробництв на основі сценарного підходу
Ковриго Ю.М., Фоменко Б.В. Врахування обмежень для підвищення якості функціонування систем регулювання енергоблоків ТЕС і АЕС
Евдокимов А.В., Китаев А.В., Агбомассу В.Л. Исследование причин, определяющих вращение рамки с током в магнитном поле после воздействия на нее внешнего импульса
Аппазов Э.С. Применение твердых растворов InGaN в фотовольтаике
Кузнєцов Ю.М., Дмитрієв Д.О. Програмно математичний апарат керування виконавчим органом багатокоординатних верстатів нових компоновок
Черевко О.И., Ефремов Ю.И., Одарченко А.М., Одарченко Д.М, Агафонова Ю.Ю. Теоретическое обоснование перспективного биконического резонатора для СВЧ-устройств при переработке растительного сырья
Хобин В.А. Бабиков А.Ю. Системы экстремального управления молотковыми дробилками с функцией гарантированного соблюдения тепловых режимов их электродвигателей.
Стадниченко В.Н. Исследование влияния изменения эксплуатационных нагрузок на свойства металлокерамических слоёв полученных с использованием трибовосстанавливающих составов
Ісаєв Е.А., Наговський Д.А., Чернецька І.Е. До вибору факторів, що характеризують окомкування тонкоподрібнених залізорудних матеріалів
Федоровский К.Ю., Лунев А.А. Теплоотдача погружного пластинчатого теплообменника системы охлаждения энергоустановок морских технических средств
Федоровский К.Ю., Владецкий Д.О. Интенсификация теплоотвода замкнутых систем охлаждения энергоустановок морских технических средств.
Пономарьов Я.Ю., Ладанюк А.П., Іващук В.В. Досвід використання нечітких регуляторів в системі атоматизації випарної установки.
Левченко А.А., Кравчук О.И. Эквивалентный макромодуль процесса технического обслуживания радиотехнических средств.
Іволгіна Т.О. Енергетичний підхід до аналізу стійкості руху вимірювальної головки координатно-вимірювальної машини
Ладанюк А.П., Кишенько В.Д., Ладанюк О.А. Системна задача управління біотехнологічними процесами.
Тернова Т.І. Алгоритм оцінювання деформацій рапорту періодичних об'єктів
Рожков С.А., Федотова О.Н. Алгоритм обучения системы распознавания автоматической системы разбраковки тканей
Пупена О.М, Ельперін І.В, Ладанюк А.П. Особливості проектування комп’ютерно-інтегрованих систем управління
Квасніков В.П., Кочеткова О.В. Проектування координатно–вимірювальної машини на нейронних мережах
Шутов С.В., Аппазов Э.С., Марончук А.И., Самойлов Н.А. Методика испытания термофотовольтаических преобразователей
Хобин В.А. Повышение качества формирования смесей средствами интеллектуализации алгоритмов управления порционным дозированием
Терновая Т.И. Автоматическая система разбраковки тканей с печатным рисунком методом компенсации информационных потоков
Рожков С.А., Бражник Д.А. Использование нейросетевых структур для построения систем распознавания образов
Місюра М.Д., Кишенько В.Д. Математичні моделі технологічних процесів пивоварного виробництва як об’єктів автоматизації
Ладанюк А.П., Власенко Л.О. Автоматизоване управління бізнес-процесами в комп’ютерно-інтегрованих структурах підприємства
Жукова Н.В., Литвинов В.І. Вирішення проблеми погодженого руху валків з неоднаковими катаючими діаметрами профілезгинальних станів
Денисова А.Е., Тодорцев Ю.К., Максименко И.Н. К вопросу об автоматизации интегрированной установки теплоснабжения с возобновляемыми источниками энергии
Бессараб В.И. Компьютеризированная система управления водоотливным хозяйством угольных шахт по критерию минимума энергозатрат
Хобин В.А. Регулятор переменной структуры для объектов технологического типа
Тонконогий В.М. Трехконтурная АСУ нанесением ионно-плазменного покрытия на режущий инструмент.
Колесникова Е.В., Кострова Г.В. Формирование базы данных АСУТП дуговой сталеплавильной печи.
Водічев В.А. Автоматизована система керування швидкостями робочих рухів то-карного верстата для підвищення ефективності обробки торцевих поверхонь.
Бергер Е.Г., Дмитрієв Д.О., Бергер Є.Е., Діневич Г.Ю. Синтез строфоїдографів за методом параметричних сімей.
Бабак В.П., В.Н. Стадніченко, О.Г. Приймаков Прогнозування надійності, дов-говічності та витривалості авіаційних матеріалів
Бабак В.П., Стадниченко В.Н., Приймаков О.Г., Токарчук В.В. Прогнозування витривалості авіаційних матеріалів .
Куцак Р.С. Використання методу координатного еталону в задачах автоматизації контролю якості тканини.
Попруга А.Г. Усовершенствование электрических нагревателей по критерию экономии энергии.
Пашковский А.А., Далечин А.Ю. Система регистрации спектров фотолюминес-ценции
Никольский В.В., Цюпко Ю.М. Применение пьезоэлектрических датчиков в сис-теме кондиционирования воздуха судовых систем микроклимата.
Крапивко Г.И., Хлопёнова И.А. Повышение коэффициента полезного действия кремниевых фотоэлектронных преобразователей методом лазерной гравировки.
Кихтенко Д.А. Управление шаговыми двигателями в микрошаговом режиме, оп-тимизация управления.
Горохов В.А. Автоматизированная транспортно-складская система в текстильной и легкой промышленности.
Водічев В.А. Система стабілізації потужності різання фрезерного верстата з взаємозв'язаним керуванням швидкостями робочих рухів.
Шутов С.В., Аппазов Э.С., Марончук А.И. Испытание фотоэлектрических преобразователей в условиях экстремальных температурных колебаний.
Худяев А.А. К проблеме повышения точности воспроизведенияв классе многоканальных воспроизводящих систем с эталонной настройкой каналов.
Тверезовський В.С., Бараненко Р.В. Принцип побудови елементів вимірювальних систем, представлених цифровими програмно керованими давачами.
Никольский В.В., Сандлер А.К. Моделирование процессов в вискозиметре с пьезоэлектрическим приводом.
Марончук И.Е., Андронова Е.В., Баганов Е.А., Курак В.В. Использование метода импульсного охлаждения насыщенного раствора-расплава для формирования наноразмерных структур InSb в матрице GaSb.
Водічев В.А. Аналого-цифровий регулятор режиму металообробки для верстатів з числовим програмним керуванням.
Блинов Э.И., Кравцов В.И., Кравцов А.В., Недбайло А.Н. Управление гибкими протяженными объектами направленными силовыми воздействиями.