УДК 677.019
АЛГОРИТМ РОЗПІЗНАВАННЯ ДЕФЕКТІВ ТКАНИН ДЛЯ АВТОМАТИЧНОЇ СИСТЕМИ КОНТРОЛЮ ЯКОСТІ
Рожков С.О., Федотова О.М.
Вступ. Підвищення економічної ефективності виробничо-господарської діяльності підприємств текстильних виробництв безупинно пов'язане з удосконалюванням процесів виробництва продукції високої якості. Підвищення якості (сортності) випуску тканин, скорочення браку при своєчасному аналізі показників сортності є одним з найважливіших факторів, що визначає величину основних показників економічної ефективності АСУТП розсортовування готової тканини.
На сьогодні при розроблюванні нових інформаційно-вимірювальних систем сучасні засоби обчислювальної техніки дозволяють застосовувати складні алгоритми обробки інформації. Але не завжди можливо використовувати сучасне програмне забезпечення для задач контролю у реальному масштабі часу з-за відсутності спеціальних алгоритмів обробки інформації, особливо це стосується телевізійних систем контролю.
Роботу виконано у рамках науково-дослідної роботи №5.5.11.Б “Підвищення ефективності системи розбракування матеріалів в текстильній та паперовій промисловості за допомогою лазерного пристрою” спільно з ВАТ Український науково-дослідний інститут текстильної промисловості (УкрНДІТП)
Аналіз попередніх публікацій. Система розпізнавання дефектів тканини, структурну схему якої наведено в [1], розробляється як частина АСУТП розбраковування тканин. Основні розбіжності в конструкціях систем сканування, які використовують для контролю текстильних полотнин, полягають насамперед в організації сканування [2-4, 7, 9]: пасивне, активне чи змішане.
При цьому системи природно поділяти по типу взаємодії на: оптичні, механічні, кондуктометричні, пневматичні, ультразвукові і так далі.
По елементній базі можна виділити такі системи: телевізійні, лазерні, електромеханічні.
По конструкції вузла, що сканує: з корекцією кута падіння і без корекції.
З іншої сторони, кінцева задача для системи контролю якості є оцінка сортності, що не може бути вирішена без визначення приналежності виявленого дефекту до визначеного класу дефектів (пороків), тобто розпізнавання образів дефектів. При цьому необхідно розробити такий класифікатор системи, що буде здійснювати розпізнавання дефектів тканин у реальному часі.
Класифікація методів розпізнавання. У цей час існує велика кількість найрізноманітніших підходів до завдання розпізнавання, які спричиняють розробку відповідних методів й алгоритмів розпізнавання [2-4]. Найбільш природним підходом до проблеми розпізнавання є структурний підхід, коли розв'язуване завдання осмислюється в термінах, які легко відтворюються уявою людини. У міру усвідомлення складності проблеми розпізнавання структурні методи збагатилися апаратом математичної лінгвістики.
Другий підхід до рішення завдання розпізнавання заснований на моделюванні гіпотетичного механізму людського мислення.
Використання моделі взаємодії зарядів в електричному полі для опису розташування відображень розпізнаваних об'єктів в еталонному просторі сформувало третю групу методів розпізнавання - методи потенційних функцій.
Четвертий підхід до проблеми розпізнавання заснований на ретельному вивченні множин варіацій зображень розпізнаваних об'єктів, на основі яких формуються еталони.
Бажання мати строго поставлене завдання розпізнавання й розуміння того, що поява розпізнаваного об'єкта на вході системи носить імовірнісний характер, сформувало п'ятий - ймовірносно-статистичний підхід до проблеми розпізнавання.
В основі алгоритмів обчислення оцінок (АОО) лежить шостий, дуже природний евристичний принцип, яким часто й охоче користується людина, - прийняття рішень за аналогією, а саме - в аналогічних (або хоча б у подібних) ситуаціях варто діяти аналогічно.
Принцип дії АОО складається в обчисленні пріоритетів (оцінок подібності), що характеризують "близькість" розпізнаваного і еталонного об’єкта (об’єктів) по системі ансамблів ознак, що представляє собою систему підмножин заданої множини ознак. Достоїнство методів АОО у відсутності твердих вимог до вихідних даних, у якості яких можуть використатися досить різнорідні вимоги, як статистичні характеристики, так і просто ознаки об'єктів, причому не тільки в числовому виді, але також у вигляді логічних і структурних описів або навіть фраз природною мовою.
Практично одночасно з методами АОО було розроблено методи групового обліку аргументів (МГОА) [4], в основі яких лежить алгоритм масової селекції і які спочатку призначалися для моделювання складних систем по невеликому числу експериментальних даних, а потім були поширені для кластеризації, прогнозів і розпізнавання образів.
При відсутності інформації про кількісний розподіл об'єктів у ознаковому просторі, але коли є дані про детерміновані логічні зв'язки між об'єктами і їхніми ознаками, то говорять про восьмий напрямок – логічний підхід до задачі розпізнавання. У цьому випадку причинно-наслідкові зв'язки представляються у вигляді булевих співвідношень, а для визначення приналежності розпізнаваного об'єкта до одному із класів використовуються алгоритми розв’язування булевого рівняння.
Розвиток нових підходів до проблеми розпізнавання виявив, що можна істотно підвищити ефективність розпізнавання, якщо кілька методів об'єднати у своєрідний колектив. У цьому випадку ідея колективного рішення застосовується до колективу алгоритмів - дев'ятий напрямок рішення завдання розпізнавання.
Десятим напрямком розвитку методів розпізнавання можна назвати велику групу прикладних методів, які розробляються для розпізнавання добре описаних образів у твердій відповідності з технічною реалізацією блоку зчитування й формалізації ознак розпізнавання. В основному, це методи для розпізнавання символів і знаків за допомогою читаючих автоматів або для сортування штучних виробів на конвеєрах [7]. Найбільше поширення одержали методи зондів, фрагментів, матричного зіставлення, квазітопологічний метод і метод оптичних масок.
На рис.1 показано загальну класифікацію методів розпізнавання.
Доцільно припустити, що для класифікації дефектів тканин деякі групи методів розпізнавання не будуть представляти інтересу.
Прикладні методи розпізнавання не сполучаються в апаратурному рішенні з лазерною системою автоматичного розбраковування тканин, для якої розробляється класифікатор, і не можуть бути використані. Ці методи, по суті, відбивають способи формування ознак вхідних зображень. Безпосередня процедура класифікації при цьому відбувається або по виділенню максимального сигналу, або по одному з наведених у класифікації теоретичних методів розпізнавання.
При використанні АОО необхідно мати кілька працюючих алгоритмів і математичний апарат систематичного вибору алгоритму і існує кілька причин для відмови від цієї групи методів, наприклад, складність побудови системи підмножин ознак розпізнаваних об'єктів, ефективність якої визначається в процесі розпізнавання.
Рис.1 Класифікація методів розпізнавання
Як наведено в [1], завдання формування ознакового простору, складання робочого словника ознак, навчання й розпізнавання неможливо вирішувати окремо друг від друга. Крім того, складність полягає в тім, що різні відомі алгоритми розроблялися для конкретних умов і при зміні умов працюють не оптимально. Через відсутність відомих працюючих алгоритмів для розпізнавання об'єктів з умовами, схожими на розпізнавання дефектів зовнішнього вигляду тканин, необхідно відмовитися і від методу колектива алгоритмів, незважаючи на те, що даний метод може працювати в системі з навчанням.
Методи групового обліку аргументів (МГОА), в основу яких покладений принцип самоорганізації, останнім часом успішно застосовуються для рішення багатьох практичних завдань. Суть принципу самоорганізації полягає в тому, що при поступовому ускладненні математичної моделі (у міру обробки вхідного потоку об'єктів) окремі її елементи перевіряються відповідно до деяких критеріїв, що володіють властивостями зовнішнього доповнення, і вже після цього частина з них відбирається для подальшого уточнення загальної моделі. Уточнення моделі триває доти, поки критерій зовнішнього доповнення не досягне глобального мінімуму [2].
У цей час існує багато варіантів МГОА, які створюють три напрямки: методи селекції, переборні методи і ітераційні методи. Але теоретичне пророблення МГОА не достатнє, розробляється головним чином на основі численних експериментів і має безліч обмежуючих особливостей. Тому що задачу розпізнавання дефектів тканин не можна віднести до завдань з невеликим числом експериментальних даних [7], немає необхідності організовувати процес самонавчання системи розпізнавання, використовуючи при цьому складний, занадто формалізований апарат методів МГОА.
Постановка методу потенційних функцій досить формальна і до цього методу можна звести багато відомих алгоритмів розпізнавання [2,7]. При використанні методу потенційних функцій у процесі навчання системи з кожним зображенням зв'язується деяка функція, задана на всьому просторі. Всієї навчальної послідовності відповідає послідовність потенціалів, що за допомогою певних правил використається для побудови поділяючої функції, а величина потенціалу вхідного зображення служить мірою видалення розпізнаваного зображення від центра еталонної області.
Достоїнством методу потенційних функцій є те, що його можна застосовувати в ознаковому просторі будь-якої розмірності. Однак істотним недоліком даного методу є невідомість виду класу потенційних функцій. Даний метод можна віднести до евристичних, тому що вид потенційних функцій і чисельні коефіцієнти, що характеризують рекурентну процедуру навчання, вибираються на підставі інтуїції й досвіду людини. Використання цього методу пов'язано з усуненням багатьох невизначеностей, що приводить до значних витрат ресурсів.
Метод припустимих перетворень ефективно працює при рішенні досить широкого кола завдань, наприклад, для розпізнавання мовних сигналів [2, 4]. Найбільше поширення із всієї групи методів припустимих перетворень одержав кореляційний метод, що складається в обчисленні коефіцієнта кореляції кожного нового об'єкта з вибірковими середніми кожного класу, що не представляє технічної складності. Але за допомогою кореляційного методу неможливо побудувати поділяючу границю нелінійної форм, тому що дефекти зовнішнього вигляду тканин не являють собою компактні непересічні множини. Цей метод так само варто виключити.
З погляду поділу пересічних класів може бути цікавий логічний метод, застосування якого показане на конкретному прикладі визначення шаруватої структури геологічного розрізу за даними сейсморозвідки в роботі [7].
Перцептронові методи розпізнавання зображень ґрунтуються на моделюванні процесу людського мислення [5, 6]. При використанні перцептроних методів здається цікавим і перспективним перцептроний метод з адаптивними зв'язками, але немає відомостей про реалізації цього методу, що характеризується цікавими для практичного впровадження результатами, крім того, "стиль" і "мова" перцептрона настроєна для розпізнавання однотипних по топології об'єктів. Оскільки топологія дефектів зовнішнього вигляду тканин не однотипна, перцептроні методи розпізнавання не забезпечать ефективного поділу дефектів полотна тканин.
Найбільш широке застосування одержали статистичні методи розпізнавання, в основі яких лежить теорія статистичних рішень. Саме цей метод доцільно вибрати для розпізнавання дефектів зовнішнього вигляду тканин, тому що дефекти носять явно імовірнісний характер, що залежить від природного процесу виробництва тканин.
Постановка задачі. При формуванні словника робочих ознак алгоритм функціонування системи побудований на основі адаптивного алгоритму з навчанням [1].
Обґрунтований вибір словника робочих ознак, які описують простір R(X1,X2,X3,X4) на основі геометричної інтерпретації перетворення ознакового простору, дозволяє краще розділити вихідні класи, де використано наступні параметри: 1) знак, що характеризує стоншення полотна (); 2) розмір дефекту по ширині (X1); 3) орієнтація дефекту відносно початку координат (X2); 4) довжина радіуса-вектора дефекту (Х3); 5) площа області дефекту (Х4).
У роботі ефективність ознак оцінювалася в порівнянні апостеріорних імовірностей, яка визначалася по результату моделювання процесу розпізнавання всіх об'єктів навчальної вибірки з використанням байесових поділяючих границь [5].
За результатами моделювання сформована матриця достовірного розпізнавання:
|
|
(1) |
де dii - коефіцієнти, що характеризують прийняття вірного рішення; dij, dji - коефіцієнти, що характеризують прийняття неточного рішення; к - кількість класів.
Апостеріорна ймовірність правильного розпізнавання визначається:
|
|
(2) |
де kpi - кількість дефектів у вихідному i-класі i=1...16; хj - ознака, по якому проводиться моделювання процесу розпізнавання, j=1...4.
Розраховані по залежності (2) апостеріорні імовірності для ознак хj (j=1...4) склали:
P{w/x1 = х}= 0.36;
P{w/x2 = sign x * х/у} = 0.62;
P{w/хз = sign x * sqr(x2+y2 )} = 0.41;
P{w/x4 = sign x * ху} = 0.40.
Основна частина. Особливість алгоритму укладається у відмові від довгих операцій і забезпечення за цей рахунок достатньої швидкодії системи при роботі в режимі реального часу.
Моделювання процесу розпізнавання показало [1], що досить впевнений поділ вхідних потоків дефектів різних класів відбувається в просторі R4=(Х1,Х2,Хз,Х4).
Але процес розпізнавання дефектів в умовах виробництва повинен здійснюватися в реальному масштабі часу і неможливо організувати процес обчислення ознак x2, х3 і x4 без порушення зазначеної вимоги.
Таким чином, виникає необхідність формування робочих ознак, які характеризували б орієнтацію і площу дефектів, але при цьому операції розподілу і множення, які вимагають значного часу, не повинні використатися.
Відповідно, і ознаки геометричних розмірів дефектів не формуються системою знімання інформації з поля сканування.
На рис. 2 показано сканування одиночного текстильного дефекту.
|
|
|
(y1x1∆x1) = xo1 (y2x2∆x2) = xo2 (y3x3∆x3) = xo3 (y4x4∆x4) = xo4 |
|
а) |
|
б) |
|
Рис. 2 Сканування одиночного дефекту а) дефект у поле сканування; б) подання дефекту в параметрах знімання інформації в результаті сканування |
||

Кожен прохід лучу, що сканує, формує компоненту вектора дефекту:
|
x°i = (yi, xi, Dxi), |
|
де yi - розташування даної точки дефекту відносно початку перегляду тканини по довжині, xi - відстань границі дефекту від початку зони сканування, тобто розташування дефекту по ширині зони, Dxi - ширина дефекту.
Повний вектор опису дефекту x° для випадку на рис. 2 буде мати вигляд:
x°i = (x°1, x°2, x°3, x°4)
На рис. 3 показано ситуацію, коли в полі сканування перебувають одночасно декілька дефектів (два).
|
|
|
(y1x1∆x1) = xo1 (y2x2∆x2) = xo2 (y31x31∆x31) = xo31 (y32x32∆x32) = xo32 (y41x41∆x41) = xo41 (y42x42∆x42) = xo42 (y5x5∆x5) = xo5 |
|
а) |
б) |
|
|
Рис. 3 Одночасне сканування двох дефектів А і В а) дефекти в полі сканування; б) подання параметрів дефектів у результаті сканування. |
||
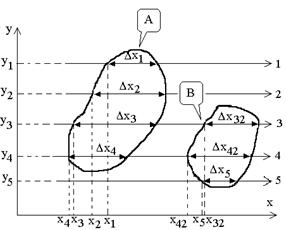
Якщо системи параметрів yi, xi, Dxi фіксуються апаратно, то вектора станів x°j необхідно формувати програмними методами, тому що розробка апаратурних блоків для "зборки" векторів дефектів x°j значно ускладнило б конструкцію системи розпізнавання.
Для програмного формування векторів x°j розроблено відповідні підпрограми.
Процес формування еталонів Y показано в [1]. Далі навчена система розпізнавання здійснює класифікацію вхідних об'єктів у зворотному напрямку - через функції φ і f. По описах об'єктів спостереження ![]() на підставі еталонів Y робиться вивід про сутність образа X:
на підставі еталонів Y робиться вивід про сутність образа X:
|
|
(3) |
де f - функція породження ідеального зображення ![]() на основі об'єкта спостереження
на основі об'єкта спостереження ![]() ; φ - функція аналізу об'єкта спостереження
; φ - функція аналізу об'єкта спостереження ![]() щодо еталона
щодо еталона ![]() .
.
Тому що процес формування еталонів Y здійснювався по методу максимального інваріанта, що враховує зашумленность зображень у поле сканування ![]() , запис процесу класифікації можна спростити:
, запис процесу класифікації можна спростити:
|
|
(4) |
Тут під функцією аналізу об'єктів ![]() варто розуміти процес формування ознак спостережуваного дефекту
варто розуміти процес формування ознак спостережуваного дефекту ![]() відповідно до структури еталона Y; під функцією
відповідно до структури еталона Y; під функцією ![]() варто розуміти процес співвіднесення опису
варто розуміти процес співвіднесення опису ![]() =(МC, МT, х, у) (МC – маска сигналу, МT – маска топології) з еталоном
=(МC, МT, х, у) (МC – маска сигналу, МT – маска топології) з еталоном ![]() Наявність параметра відображення β, що заважає, може виразитися в невідповідності
Наявність параметра відображення β, що заважає, може виразитися в невідповідності ![]() Природно, що множина еталонів Y повинна формуватися в просторі цих же координат. Але оскільки ознаки МC і МT мають по кілька дискретних рівнів, вихідний 4-х мірний еталонний простір значно розширюється:
Природно, що множина еталонів Y повинна формуватися в просторі цих же координат. Але оскільки ознаки МC і МT мають по кілька дискретних рівнів, вихідний 4-х мірний еталонний простір значно розширюється: ![]()
Отримана розмірність еталонного простору характеризує загальний випадок, коли всі значення ознак МC і МT мають місце.
Таким чином, завдання класифікації полягає у тому, щоб для вхідного дефекту ωi=Xi=(х,y,sign x) сформувати вектор ![]() і визначити область еталонного простору RY=140R4…R142, відповідному еталону
і визначити область еталонного простору RY=140R4…R142, відповідному еталону ![]() , що є елементом матриці Aj.
, що є елементом матриці Aj.
При скануванні вхідного дефекту кожен прохід променя лазера системи, що сканує, формує сигнал, параметри якого за допомогою програми, що перериває, заносяться в програмну буферну область озу рядка дефектної області (ДО) у форматі:
|
-Yст |
-Ycp |
-Yмл |
-dx |
-Хст |
-Хмл |
-КС |
-Б |
-NK |
де Y=(YcтYcpYмл) - розташування дефекту відносно початку шматка тканини в мм;
Ycp - сотні мм, Ycp - десятки мм, Yмл - одиниці мм;
dx - ширина зафіксованого дефекту (тривалість імпульсу зчитування);
Х=(Хстхмл) - розташування дефекту відносно підзони сканування в мм:
Хст - десятки мм, Хмл - одиниці мм;
КС - код сигналу, що характеризує рівень амплітуди;
Б - база рядка, є робочою точкою для фіксації проміжних станів обробки. (При зчитуванні сигналу дефекту вона заповнюється ознакою FF. Якщо зчитування закінчилося, у базі чергового рядка записується ознака 00);
NK – номер каналу, по якому отримана інформація про дефект (записується в молодшому напівбайті позиції).
Один рядок дефектної області відповідає інформації, отриманої при одному проході променя сканування через 1мм. Тому що потік вхідних дефектів може бути безперервним і процес сканування здійснюється послідовно, інформація однієї дефектної області може характеризувати кілька дефектів.
Обробка ДО здійснюється за допомогою допоміжних підпрограм, де для визначення кількості рядків ДО використається своя підпрограма, у якої підрахунок рядків виконується від кінця ДО нагору із присвоюванням рядку відповідного номера.
У таблиці 1 наведено приклад інформації дефектної області, що записана в програмному буфері і яка характеризує дефекти, що пройшли по другій, третій і четвертій зонах сканування.
Таблиця 1
Інформація дефектної області, що записана в програмному буфері
|
Yст |
Yср |
Yмл |
dx |
Хст |
Хмл |
КС |
Б |
Б |
NК |
Номер рядка |
|
00 00 00 00 00 00 00 00 00 00 00 |
62 62 62 62 62 62 62 62 62 62 62 |
12 14 16 17 20 22 24 26 27 29 31 |
03 06 07 01 04 03 01 01 03 02 12 |
00 00 00 00 00 00 00 00 00 00 00 |
А7 22 С0 01 3В 3С 10 85 84 84 F2 |
7F AF AF FB F5 F5 FA F5 F7 F7 FF |
FF FF FF FF FF FF FF FF FF FF 00 |
FF FF FF FF 08 06 0A FF 03 02 00 |
13 13 13 12 12 12 14 14 14 14
|
0А 09 08 07 06 05 04 03 02 01 КД |
Підпрограма трасування вертикалі, що заснована на методі сортування по купчастості параметра Х (ХстХмл), формує траси, що ставляться до єдиного дефекту. Послідовність траси визначається шістнадцятьковим номером, що ставиться в базі рядка і указує номер рядка, що обробляється наступної.
У затемненому стовпчику таблиці показано, як змінилася інформація дефектної області після трасування. Перша траса: рядки 1,2,3; друга траса: рядки 4,А; третя траса: рядки 5,6,8; рядки 7,9 по своїх параметрах не ввійшли в жодну трасу.
Зборку вертикальних дефектів з окремих рядків ДО здійснює підпрограма обробки вертикалі, яка відбувається при прямуванні бази по рядках дефектної області знизу нагору.
У результаті трасування першого рядка траси формується вертикальний дефект (маска вертикалі). Маска являє собою запис 0Х, де X - номер каналу, по якому зафіксований корисний сигнал.
Формування вертикалі відбувається перебором рядків дефектної області, послідовність яких визначається послідовністю посилань, проставлених у крапках бази строк. Траса триває доти, поки в базі попереднього рядка є посилання на наступну трасу. Зборка вертикалі закінчується в тому випадку, якщо замість посилання в крапці бази оброблюваної строки стоїть код FF, що характеризує кінець траси. Для кожного підібраного для вертикального дефекту рядка перевіряється збіг траси шляхом сполучення маски траси зі станом каналу рядка, що перевіряється. Якщо знайдений рядок збігається з маскою даної траси, він обробляється.
Якщо має місце випадок, коли другий рядок траси є останній і не збігається по масці вертикалі з першим рядком, то другий рядок, природно, не обробляється, при цьому в першому рядку відновлюється код сигналу і у позиції бази рядка відновлюється FF. Таким чином, обидва рядки залишаються в дефектній області для подальшої обробки.
У результаті відпрацьовування підпрограми обробки вертикалі з інформації ДО виділені два вертикальних дефекти: рядки 1, 2, 3 (перша траса) сформували дефект X1 з геометричними параметрами: х1= maxі хi= 03, y1= ymaxi - ymini= 03, i=1...3.
Рядки другої траси (4,А) не підійшли друг до друга, тому що характеризують сигнали, отримані від різних зон сканування.
У третій трасі рядок 8 так само не збігся по масці вертикалі з рядками 5 і 6, але останні сформували дефект Х2 з геометричними параметрами: x2= maxj xj = 04, y2= ymaxj - yminj= 02, j=5, 6.
Параметр Мт - маска топології, для вертикальних дефектів установлюється рівним 40. Параметр Мс - маска амплітуди сигналу, установлюється залежно від співвідношення сигналів, отриманих при скануванні всіх рядків, що входять у дефект.
Таким чином, для двох дефектів дефектної області вектора ![]() :
:
Y1* = (02,40,03,03), Y2* = (03,40,04,02).
Відповідно до алгоритму, інформація дефектної області передається на обробку підпрограмі обробки горизонталі, що повинна обробити рядки що залишилися (ДО 4,7,8,9 і А).
Тому що перегляд рядків дефектної області здійснюється знизу, першим обробляється рядок 4. Пошук другого рядка, який потрібно обробляти, відбувається шляхом перебору наступних рядків.
Рядки 5, 6 пропускаються, тому що вони вже оброблені, про що свідчить ознака 00 замість КС (коду сигналу).
Наступний рядок 7 перевіряється на відповідність рядку 4 по параметрах dY суміжне і dХ суміжне (параметри розташування на полотні тканини сусідніх рядків єдиного дефекту).
Якщо dYcм ![]() 3 мм, вважається, що рядки описують загальний дефект.
3 мм, вважається, що рядки описують загальний дефект.
Параметр dХсм визначається в тому випадку, якщо сигнали рядків пройшли по тому самому каналу, або по сусідніх каналах:
|
dXcм = С8 - хi + хj, якщо i-j≤1; dХсм = Xmax – Xmin, якщо i=j. |
де i,j - номера зон сканування (каналів).
dХсм припустиме=64Н=1/2 зони сканування.
Якщо i-j>l, уважається, що розглянуті рядки описують різні дефекти.
Для рядків 4 і 7 dYcм=Y4-Y7=6224 – 6217 = 7 мм, і рядки характеризують дефекти, що пройшли не по сусідніх зонах сканування. Тому рядок 4 характеризує окремий крапковий дефект із параметрами: ![]()
Підпрограма обробки горизонталі продовжує компонування дефекту аналізом відповідності по dХсм і dYсм рядків 7 і 8, 8 і 9, 9 і А:
|
dYсм78 = Y7 - Y8 = 6217-6216 = 1 мм dYсм78 = C8h - C0h+07h = 0Fh мм dYсм89 = Y8 - Y9 = 6216-6214 = 2 мм |
dYсм89 = Y9 - Y8 = 22h-07h = 1Bh мм dYсм9А = Y9 - YA = 6214-6212 = 2 мм dYсм9А = YA - Y9 = A7h –22h = 85h мм |
Як видно, рядки 7, 8, 9 описують четвертий дефект ДО з параметрами: ![]()
Тому що дефект Y4* проходив по суміжних зонах сканування, параметр X отриманий у такий спосіб: Х4= maxi xi + maxj xj= 07+01= 08
Рядок А не скомпоновано із попередніми рядками, що характеризує ще один крапковий дефект із параметрами: Y5*= (01,41,03,00).
У такий спосіб відбувається обробка інформації ДО і компонування векторів ![]() які надходять на вхід класифікатора.
які надходять на вхід класифікатора.
Далі у таблиці 2 наведено приклад дефектної області, яку виділено з двох вертикальних дефектів.
Таблиця 2
Стан дефектної області після виділення двох вертикальних дефектів Y1*, Y2*
|
Ycт |
Yсp |
Умл |
dx |
Хст |
Хмл |
КС |
Б |
NK |
Номер рядка |
|
00 00 00 00 00 00 00 00 00 00 00 |
62 62 62 62 62 62 62 62 62 62 62 |
12 14 16 17 20 22 24 26 27 29 31 |
03 06 07 01 04 03 01 01 03 02 12 |
00 00 00 00 00 00 00 00 00 00 00 |
А7 22 С0 01 3В 3С 10 85 84 84 F2 |
7F AF AF FB 00 00 FA 00 00 00 FF |
FF FF FF FF 08 06 0A FF 03 02 00 |
13 13 13 12 12 12 14 14 14 14
|
0А 09 08 07 06 05 04 03 02 01 КД |
Підпрограма класифікатора здійснює безпосередню класифікацію вхідних дефектів Yi* шляхом послідовного порівняння компонентів вектора Yi* з параметрами безлічі еталонів Y.
Випробування класифікатора автоматичної системи розбраковування тканин проводилися одночасно з визначенням працездатності основних вузлів системи з метою з'ясування застосовності розробленої автоматичної системи розбраковування тканин у виробничих умовах.
При випробуваннях використався рулон тканини, що складає із двох зшитих шматків полотен різного артикула, з реальними виробничими дефектами.
Контроль процесу навчання проводять для визначення швидкості навчання системи розпізнавання, що виражається кількістю кроків навчання. Якість сформованого при цьому еталонного простору визначається ймовірністю контрольного розпізнавання.
Перед випробуваннями знищувалася вся інформація, яка була накопичена системою розпізнавання раніше. Процес навчання проводився в наступному порядку:
- системі багаторазово пред'являли той самий дефект доти, поки система на починала його розпізнавати;
- повторювали зазначену процедуру навчання для всіх наступних дефектів того ж підкласу;
- системі пред'являли по черзі, один за іншим, всі дефекти, на основі яких формується еталонний простір даного підкласу, і оцінювали ймовірність правильного розпізнавання цих дефектів, при цьому при необхідності проводили коректування еталонної області підкласу;
- якщо проводилося коректування еталонної області, процедура попереднього пункту повторювалася;
- формування еталонної області підкласу вважалося закінченим, якщо система розпізнавала з імовірністю не менш 0.9 всі пропоновані їй дефекти даного підкласу;
- описана процедура повністю повторювалася для наступного підкласу даного класу дефектів;
- контрольне розпізнавання всіх використовуваних при навчанні дефектів проводилося після формування еталонної області кожного підкласу.
Укрупнену блок-схему класифікатора показано на рис. 4.
Рис. 4 Блок – схема алгоритму одноетапного процесу розпізнавання
У процесі навчання формувався еталонний простір для п'яти класів дефектів, що найбільше часто зустрічаються: "зліт по утоку", "діра", "стовщена нитка", "вузлик" і "складка", Контрольний масив, що навчає, складався з 58 дефектів.
У таблиці 3 показані результати контролю побудови еталонного простору класифікатора автоматичної системи розбраковування тканин.
Таблиця 3
Результати контролю процесу навчання
|
№ п/п |
Найменування класу і підкласу |
Кількість дефектів |
Кількість кроків навчання |
Імовірність контрольного розпізнавання |
№ п/п |
Найменування класу і підкласу |
Кількість дефектів |
Кількість кроків навчання |
Імовірність контрольного розпізнавання |
|
1. |
Зліт по утоку Зліт 1-1 Зліт 2-1 Зліт 3-1 Зліт 4-1 |
8 5 3 4 |
11 09 14 6 |
|
4. |
Стовщена нитка Ст. нитка 1-1 Ст. нитка 2-1 |
4 2
|
25 11
|
|
|
Σ20 |
Σ 40 |
0,9 |
Σ6 |
Σ36 |
1,0 |
||||
|
2. |
Діра Діра 1-1 Діра 2-1 Діра 3-1 |
5 4 3 |
22 26 16 |
|
5. |
Вузлик Вузлик 1-0 |
17 |
3 |
|
|
Σ 12 |
Σ 64 |
0,92 |
Σ 17 |
Σ3 |
0,94 |
||||
|
3. |
Складка Складка 1-1 Складка 2-1 |
1 2 |
9 15 |
|
|
|
|
|
|
|
Σ 3 |
Σ 24 |
1,0 |
|
|
|
Як видно з аналізу таблиці 3, система розбраковування піддається процесу навчання. Швидкість формування еталонного простору при цьому не велика, вся процедура навчання склала 167 кроків.
Виводи
Відмова від довгих операцій в алгоритмі розпізнавання забезпечує достатню швидкодію системи розпізнавання дефектів в умовах виробництва при роботі в режимі реального часу.
З теоретичної точки зору результати випробувань характеризують збіжність (ефективність) розробленого алгоритму розпізнавання. Із практичної точки зору результати відповідають можливості навчання системи у виробничих умовах.
Обраний словник робочих ознак дозволяє використовувати його при класифікації дефектів зовнішнього виду полотна тканин.
Суттєве збільшення імовірності правильного розпізнавання можливо при використанні адаптивного алгоритму побудови розділювальних границь довільної форми.
The questions of automatic control for recogniting of defects of textile materials are discussed.
1. Рожков С.А., Федотова О.Н. Алгоритм обучения системы распознавания автоматической системы разбраковки тканей. Автоматика. Автоматизация. Электротехнические комплексы и системы. -2005. -№ 2(16), С. - .
2. Генкин В.Л., Ерош И.Л., Москалев Э.С. Системы распознавания автоматизированных производств. Л., Машиностроение, 1988.
3. Системы технического зрения (принципиальные основы, аппаратное и математическое обеспечение)/А.Н. Писаревский, А.Ф. Чернявский, Г.К. Афанасьев и др.; Под общ. ред. А.Н. Писаревского, А.Ф. Чернявского. –Л.: Машиностроение, Ленингр. отд-ние, 1988. –424 с.
4. Рожков С.О., Тернова Т.І., Єдинович М.Б. Проблеми автоматизованого розбракування тканин. Проблемы легкой и текстильной промышленности Украины –2004. №2(9), С. 208-215.
5. Дж. Ту, Р. Гонсалес. Принципы распознавания образов. Пер. с англ. И.Б.Гуревича, под ред. Ю.И. Журавлева - М.: Мир, 1978, -407 с.
6. Рожков С.А., Бражник Д.А. Использование нейросетевых структур для построения систем распознавания образов. Автоматика. Автоматизация. Электротехнические комплексы и системы. -2004. -№ 2(14), С. 247-253.
7. Катыс Г.П. Восприятие и анализ оптической информации автоматической системой. – М.: Машиностроение, 1986.-416 с.
8. ГОСТ 161-86 "Ткани хлопчатобумажные, смешанные и из пряжи химических волокон. Определение сортности".
9. А.с. 1839510 /СССР/ Устройство для обнаружения дефектов движущегося полотна ткани с печатным рисунком. /Авт. изобрет. С.А.Рожков., К.В.Тимофеев, А.П. Храпливый, А.М. Бражник -Заявл. 19.12.89. № 4771927/12; д.с.п., D06H3/08.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Информационно-измерительные системы
Ковальов О.І. Вимірювання у процесно-орієнтованих стандартахПолякова М.В., Ищенко А.В., Худайбердин Э.И. Порогово-пространственная сегментация цветных текстурированных изображений на основе метода JSEG
Дзюбаненко А. В. Организация компьютерных систем для анализа изображений
Гордеев Б.Н., Зивенко А.В., Наконечный А.Г. Формирование зондирующих импульсов для полиметрических измерительных систем
Богданов А.В., Бень А.П., Хойна С.И. Релаксация обратного тока диодов Шоттки после их магнитно-импульсной обработки (МИО)
Тверезовский В.С., Бараненко Р.В. Проектирование измерителя добротности варикапов
Тверезовский В.С., Бараненко Р.В. Оптимизированная модель измерителя доб-ротности варикапов
Руднєва М.С., Кочеткова О.В., Задорожній Р.О. Принципи побудови оптимальної структури інформаційно-вимірювальної системи геометричних розмірів об’єктів в діапазоні від 1 нм до 1000 нм
Биленко М.С., Рожков С.А., Единович М.Б. Идентификация деформаций пе-риодических структур с использованием систем технического зрения
Рашкевич Ю.М., Ковальчук А.М., Пелешко Д.Д. Афінні перетворення в модифікаціях алгоритму RSA шифрування зображень
Дидык А.А., Фефелов А.А, Литвиненко В.И., Шкурдода С.В., Синяков Ф. В. Классификация масс-спектров с помощью кооперативного иммунного алгоритма
Клименко А.K. Обратная модель для решения задач в системах с многосвязными динамическими объектами
Завгородній А.Б. Порівняльне дослідження твердотільних і рідиннофазних об'єктів методом газорозрядної візуалізації
Голощапов С.С., Петровский А.В., Рожко Ж.А., Боярчук А.И. Измерение доб-ротности колебательного контура на основе метода биения частот
Кириллов О.Л., Якимчук Г.С. Диагностирование критерия безопасности при заполнении замкнутых объемов СПЖ косвенным методом
Долина В.Г. Проблеми підвищення точності рефрактометра на основі прозорих порожнистих циліндрів.
Самков О.В., Захарченко Ю.А. Застосування алгоритму клонального відбору для побудови планів модернізації авіаційної техніки
Попов Д.В. Метод формування регламентів технічного обслуговування повітряних суден
Казак В.М., Чорний Г.П., Чорний Т.Г. Оцінювання готовності технічних об’єктів з урахуванням достовірності їх контролю
Тверезовский В.С., Бараненко Р.В. Технические аспекты проектирования цифрового измерителя добротности варикапов
Тверезовский В.С., Бараненко Р.В. Технические аспекты проектирования устройства для разбраковки варикапов по емкостным параметрaм и добротности
Сосюк А.В. Інтелектуальний автоматизований контроль знань в системах дистанційного навчання
Соколов А.Є. Деякі аспекти систезу комп’ютеризованої адаптивної системи навчання
Полякова М.В., Волкова Н.П., Іванова О.В. Сегментація зображень стохастичних текстур амплітудно-детекторним методом у просторі вейвлет-перетворення
Луцкий М.Г., Пономаренко А.В., Филоненко С.Ф. Обработка сигналов акустической эмиссии при определении положения сквозных дефектов
Литвиненко В.И., Дидык А.А., Захарченко Ю.А. Компьютерная система для решения задач классификации на основе модифицированных иммунных алгоритмов
Лубяный В.З., Голощапов С.С. Прямоотсчетные измерители расхождений емкостей
Беляев А.В. Построение навигации для иерархических структур в WEB-системах и системах управления WEB-сайтом
Терновая Т.И., Сумская О.П., Слободянюк И.И., Булка Т.И. Контроль качества тканей специального назначения с помощью автоматических систем.
Шеховцов А.В. Інформаційний аспект: розпізнавання образів індивідуума.
Полякова М.В. Определение границ сегмента упорядоченной текстуры на изображении с однородным фоном с помощью многоканального обнаружения пачки импульсов.
Литвиненко В.И. Прогнозирования нестационарных временных рядов с помощью синтезируемых нечетких нейронных сетей
Ковриго Ю.М., Мисак В.Ф., Мовчан А.П., Любицький С.В. Автоматизована система діагностики генераторів електростанцій
Браїловський В.В., Іванчук М.М., Ватаманюк П.П., Танасюк В.С. Керований детектор імпульсного ЯКР спектрометра
Забытовская О.И. Построение функции полезности по экспериментальным данным.
Шиманські З. Апаратні засоби сегментації мовного сигналу
Хобин В.А., Титлова О.А. К вопросу измерения парожидкостного фронта в дефлегматоре абсорбционно-диффузионной холодильной машины (АДХМ)
Фефелов А. А. Использование байесовских сетей для решения задачи поиска места и типа отказа сложной технической системы
Слань Ю. М., Трегуб В. Г. Оперативна нейромережна ідентифікація складних об’єктів керування
Ролик А.И. Модель управления перераспределением ресурсов информационно-телекоммуникационной системы при изменении значимости бизнес-процессов
Кириллов О.Л., Якимчук Г.С., Якимчук С.Г. Изучение электрического поля с помощью датчика измерителя электростатического потенциала на модели замкнутого металлического объема
Грицик В.В. Застосування штучних нейронних мереж при проектуванні комп’ютерного зору.
Гасанов А.С. Информационные технологии построения систем прогнозирования отказов
Шеховцов А.В., Везумский А.К., Середа Е.С. Алгоритм сжатия информации без потерь: модифицированный алгоритм LZ77
Ходаков В.Е., Жарикова М.В., Ляшенко Е.Н. Методы и алгоритмы визуализации пространственных данных на примере моделирования распространения лесных пожаров.
Полякова М.В., Крылов В.Н. Обобщённые масштабные функции с компактным носителем в задаче сегментации изображений упорядоченных текстур. – C. 75 – 84.
Полторак В.П., Дорогой Я.Ю. Система распознавания образов на базе нечеткого нейронного классификатора.
Литвиненко В.И. Синтез радиально-базисных сетей для решения задачи дистанционного определения концентрации хлорофилла.
Бражник Д.А. Управление совмещением изображения объекта в сцене и эталонного изображения.
Бабак В.П., Пономаренко А.В. Локализация места положения сквозных дефектов по сигналам акустической эмиссии.
Мороз В. В. R-D проблема и эффективность систем сжатия изображений.
Крылов В.Н., Полякова М.В., Волкова Н.П. Контурная сегментация в пространстве гиперболического вейвлет-преобразования с использованием математической морфологии.
Квасников В.П., Баранов А.Г. Анализ влияния дестабилизирующих факторов на работу биканальной координатно-измерительной машины.
Казак В.М., Гальченко С.М., Завгородній С.О. Аналіз можливості застосування імовірнісних методів розпізнавання для виявлення пошкоджень зовнішнього обводу літака.
Тищенко И.А., Лубяный В.З. Управление коммутационными процессами в интегрированных сетях связи.
Корниенко-Мифтахова И.К.,Филоненко С.Ф. Информационно-измерительная система для анализа характеристик динамического поведения конструкций.
Тверезовский В.С., Бараненко Р.В. Модель измерителя емкости с линейной шкалой измерений.
Полякова М.В., Крылов В.Н. Мультифрактальный метод автоматизированного распознавания помех на изображении.
Бражник Д.А. Использование проективного преобразования для автоматизации обнаружения объектов.
Ходаков В.Є., Шеховцов А.В., Бараненко Р.В. Математичні аспекти створення автоматизованої системи „Реєстр виборців України”