УДК 672.21.022:66-953
АВТОМАТИЗАЦИРОВАННАЯ ТРАНСПОРТНО – СКЛАДСКАЯ СИСТЕМА В ТЕКСТИЛЬНОЙ И ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
В.А. Горохов
Резкое развитие информационной техники, в частности современных вычислительных средств, привело к реальной комплексной автоматизации производства, охватывающей разработку и внедрение средств автоматизации технологического и вспомогательного оборудования, транспортно – складских систем и организации производства.
Создание подобных производств с учетом внедрения специализированных роботехнических комплексов, новых технологических процессов, позволит снять проблему использования ручного труда в отрасли.
Целесообразность придания текстильной промышленности положение передовой отрасли служит опыт Японии и Тайваня, где в процессе выхода из кризиса это положение постепенно переместилось от текстильной до тяжёлой и химической, а затем до машиностроения. Поэтому сейчас главной задачей следует считать повышение эффективности использования существующего промышленного производства и применение новейших технологий.
Производственные процессы в текстильной и легкой промышленности сопровождаются процессами приёма, загрузки на склад, хранения, выгрузки, комплектации и выдачи сырья, готовой продукции, вспомогательных материалов и инструмента. В зависимости от сроков хранения, назначения и степени участия в производственном процессе можно выделить специальные централизованные (перевалочные) склады для равномерной работы производств, а также межцеховые и межоперационные склады, обеспечивающие непрерывность технологических процессов.
В состав автоматизированных складов входят технические средства зоны хранения грузов, включающие устройства хранения, накопительно – перегрузочные устройства, на которые груз доставляется транспортной системой (не входящей в состав склада), штабелирующее оборудование, обеспечивающее транспортировку грузов от устройств хранения до накопительно – перегрузочных устройств и обратно, и систему управления складом.
В автоматизированных складах (рис.1) устройства хранения оборудованы локальными системами автоматизации ЛСА, осуществляющими управление штабелирующими ШУ и накопительно – перегрузочными устройствами НПУ. В ЛСА входят локальные системы управления ЛСУ ШУ и НПУ, а также информационно – измерительные элементы склада, такие, как датчики внешней информации, установленные на устройствах хранения (сигнализирующие, например, о наличии тары в ячейке или её отсутствие), и датчики внутренней информации, регистрирующие положение подвижных элементов ШУ и НПУ (например, высоту подъёма штабелёра).
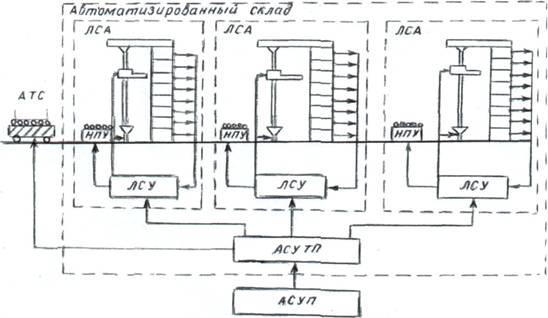
Рис.1 Автоматизированный склад
Причинами, требующими повышения степени гибкости АС в текстильной и легкой промышленности является все нерешенные общие причины:
· Большой ассортимент хранимых грузов, особенно в швейной и обувной промышленности с различными массогабаритными характеристиками (например, кипы сырья, рулоны ткани и фурнитуры и т.д.);
· Большое сочетание вариантов отбора грузов (паковки с нитями, цвет, расцветка ткани, одежды);
Устранение этих причин способствует к переходу к автоматизированным складам, где алгоритм автоматического поиска и адресования требуемого груза может легко меняться, где существует возможность изменения режимов управления ШУ и НПУ в зависимости от интенсивности транспортных потоков и интенсивности отказов оборудования, а также, например, от изменения времени пролежки различных полуфабрикатов (паковок с нитью, различной фурнитуры).
Складирование грузов в высотный стеллаж является наиболее приемлемой технологией складских работ в промышленности, благодаря которой обеспечивается лучшее использование пространства склада, оптимальные условия хранения грузов, полная механизация и автоматизация обработки грузовых единиц, автоматизация информационных процессов, создание необходимых условий для пожароизвещения и пожаротушения, что является немаловажным фактором в текстиле.
Центральным звеном в механизации и автоматизации транспортно - складских работ является кран - штабелер, который высвобождает от ручных операций при загрузке и выгрузке грузов и позволяет создать высокую степень автоматизации работ.
Наша задача заключается в том, чтобы спроектировать такую систему управления механизмами АТСС и всем складским хозяйством в целом, чтобы она обеспечивала;
· управление кранами - штабелерами;
· управление механизмами грузораспределительной линии; (ГРЛ);
· организацию учета и движения хранимых грузов в складе.
На рис. 2 представлена структурная схема системы управления АТСС ткацких навоев.
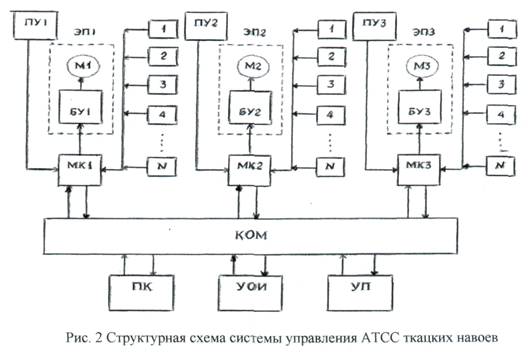 |
Структурная схема включает в себя:
а) 1,2,3,...n - датчики точного позиционирования;
б) ЭП1... ЭПЗ - электропривод крана - штабелера;
в) Ml... МЗ - электродвигатель крана - штабелера;
г) БУ1... ВУЗ - блок управления электродвигателем крана штабелера;
д) МК1... МКЗ - бортовой микроконтроллер крана штабелера;
е) КОМ - концентратор;
ж) УП - устройство печати;
з) УОИ - устройство отображения информации;
и) ПК - персональный компьютер;
к) ПУ1... ПУЗ - пульт управления.
Структурная схема управления АТСС в данном случае, представляет собой 3-х уровневую иерархическую структуру.
Первый уровень включает в себя управление механизмами ГРЛ. горизонтальным транспортом и кранами - штабелерами. Управление механизмами ГРЛ и горизонтальным транспортом осуществляется с помощью персональных компьютеров и программируемых микроконтроллеров. Связь персонального компьютера с управляющим компьютером обеспечивается коммуникационной сетью. Управление краном - штабелером обеспечивает переработку грузов в складе по заданной программе управляющим компьютером. Посредством его связи с ГРЛ, управление идентифицирует подлежащий складированию груз и проводит операцию, только если номер тары, в которую заключен груз, совпадает с номером, полученным от управляющего компьютера.
Система управления краном - штабелером может быть реализовано на базе одноплатного микроконтроллера и состоит из следующих основных частей:
• бортового микроконтроллера МК1...МКЗ; который осуществляет управление электроприводом ЭП1 и, при помощи датчиков 1,2,3.. и точного позиционирования, отрабатывает заданный адрес;
• пульта управления ПУ1... ПУЗ; пульт оснащен клавиатурой с 28 кнопками и 32 - буквенно-цифровым индикатором. В режиме оператор вводит заданный адрес и получает информацию о его отработке, а также о состоянии крана штабелера;
• координатных считывающих головок.
Правильная работа системы обеспечивается входными сигналами о следующих состояниях:
• расположение поддона на грузонесущем устройстве и в стеллажной ячейке;
• положении телескопического захвата на грузонесущем устройстве;
• точном позиционировании в отношении стеллажной ячейки;
• сигналами координатной считывающей головки, обеспечивающими ориентирование крана - штабелера в стеллажном проходе;
• сигналами, следящими за состоянием крана - штабелера.
В соответствии с введенной командой и состоянием входных сигналов, система выдает управляющие сигналы для:
• трехступенчатого управления движением в горизонтальном направлении;
• двухступенчатого управления движением в вертикальном направлении;
• управление телескопическим захватом на грузонесущем устройстве,
• управление точным позиционированием.
Второй уровень - это уровень коммуникационной сети. Связь с первым уровнем обеспечивает концентратор на базе ЭВМ, которая обслуживает микроконтроллеры МК1... МКЗ. Этот уровень осуществляет диалог с исполнительными звеньями системы. Концентратор, получив заявку на обработку груза от компьютера, принимает на себя обязательство ее исполнения. Он управляет работой крана - штабелера по обслуживанию заявки и после ее исполнения информирует об этом компьютер третьего уровня. Таким образом, происходит ведение склада, т.е. компьютер располагает точными данными о содержании стеллажной зоны и места нахождения кранов - штабелеров.
Третий уровень структуры - это уровень персонального компьютера. Этот уровень решает глобальные задачи, связанные с принятием и обработкой заказов потребителей, управлением горизонтальной транспортной системой, оптимизацией движения крана - штабелера к заданной ячейке, изготовления списков хранимого груза на складе, контролем качества и временем хранения грузов на складе, связью с более высоким уровнем управления и т. д. Персональный компьютер хранит всю складскую наличность и в этой связи его надежное функционирование имеет огромное значение.
В результате приведенного анализа можно сделать заключение, что третий уровень структурной схемы представляет собой компьютерную сеть, работающую с базой данных.
The sharp development of information engineering, in particular of modern computing means, has resulted in real complex automation of manufacture covering development and introduction of means of automation technological and auxiliaries, transport - warehouse systems.
1. Ф.М. Плеханов, Е.Н. Житникова, А.Ф. Плеханов. –М.: Легпромбытиздат. 1991.-128с.
2. В.А. Климова. Роботехнические системы в текстильной и легкой промышленности. –М.: Легпромбытиздат. 1991. –312 с.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Современные технические средства, комплексы и системы
Краснов В.А., Прохорович А.В., Шутов С.В., Деменский А.Н. Анализ флуктуаций размера растущего кристалла (на примере легированных монокристаллов кремния, вытягиваемых из расплава по методу Чохральского)Завальнюк И.П. Управление высокопроизводительной экструзией неоднородных материалов
Долина В.Г., Писаренко А.В. Синтез складної багатовимірної системи управління випарною станцією на основі рефрактометричних вимірювань
Стопакевич А.А., Тодорцев Ю.К. Анализ современного состояния систем управления брагоректификационными установками спиртового производства
Поливода В.В. Современные компьютерные технологии в АСУ на хлебоприёмном предприятии
Ладанюк А.П., Українець А.І., Кишенько В.Д. Управління автоматизованими технологічними комплексами харчових виробництв на основі сценарного підходу
Ковриго Ю.М., Фоменко Б.В. Врахування обмежень для підвищення якості функціонування систем регулювання енергоблоків ТЕС і АЕС
Евдокимов А.В., Китаев А.В., Агбомассу В.Л. Исследование причин, определяющих вращение рамки с током в магнитном поле после воздействия на нее внешнего импульса
Аппазов Э.С. Применение твердых растворов InGaN в фотовольтаике
Кузнєцов Ю.М., Дмитрієв Д.О. Програмно математичний апарат керування виконавчим органом багатокоординатних верстатів нових компоновок
Черевко О.И., Ефремов Ю.И., Одарченко А.М., Одарченко Д.М, Агафонова Ю.Ю. Теоретическое обоснование перспективного биконического резонатора для СВЧ-устройств при переработке растительного сырья
Хобин В.А. Бабиков А.Ю. Системы экстремального управления молотковыми дробилками с функцией гарантированного соблюдения тепловых режимов их электродвигателей.
Стадниченко В.Н. Исследование влияния изменения эксплуатационных нагрузок на свойства металлокерамических слоёв полученных с использованием трибовосстанавливающих составов
Ісаєв Е.А., Наговський Д.А., Чернецька І.Е. До вибору факторів, що характеризують окомкування тонкоподрібнених залізорудних матеріалів
Федоровский К.Ю., Лунев А.А. Теплоотдача погружного пластинчатого теплообменника системы охлаждения энергоустановок морских технических средств
Федоровский К.Ю., Владецкий Д.О. Интенсификация теплоотвода замкнутых систем охлаждения энергоустановок морских технических средств.
Пономарьов Я.Ю., Ладанюк А.П., Іващук В.В. Досвід використання нечітких регуляторів в системі атоматизації випарної установки.
Левченко А.А., Кравчук О.И. Эквивалентный макромодуль процесса технического обслуживания радиотехнических средств.
Іволгіна Т.О. Енергетичний підхід до аналізу стійкості руху вимірювальної головки координатно-вимірювальної машини
Ладанюк А.П., Кишенько В.Д., Ладанюк О.А. Системна задача управління біотехнологічними процесами.
Тернова Т.І. Алгоритм оцінювання деформацій рапорту періодичних об'єктів
Рожков С.А., Федотова О.Н. Алгоритм обучения системы распознавания автоматической системы разбраковки тканей
Пупена О.М, Ельперін І.В, Ладанюк А.П. Особливості проектування комп’ютерно-інтегрованих систем управління
Квасніков В.П., Кочеткова О.В. Проектування координатно–вимірювальної машини на нейронних мережах
Водічев В.А., Мухаммед М.А. Дослідження системи стабілізації потужності різання металообробного верстата з фази-регулятором
Шутов С.В., Аппазов Э.С., Марончук А.И., Самойлов Н.А. Методика испытания термофотовольтаических преобразователей
Хобин В.А. Повышение качества формирования смесей средствами интеллектуализации алгоритмов управления порционным дозированием
Терновая Т.И. Автоматическая система разбраковки тканей с печатным рисунком методом компенсации информационных потоков
Рожков С.А., Бражник Д.А. Использование нейросетевых структур для построения систем распознавания образов
Місюра М.Д., Кишенько В.Д. Математичні моделі технологічних процесів пивоварного виробництва як об’єктів автоматизації
Ладанюк А.П., Власенко Л.О. Автоматизоване управління бізнес-процесами в комп’ютерно-інтегрованих структурах підприємства
Жукова Н.В., Литвинов В.І. Вирішення проблеми погодженого руху валків з неоднаковими катаючими діаметрами профілезгинальних станів
Денисова А.Е., Тодорцев Ю.К., Максименко И.Н. К вопросу об автоматизации интегрированной установки теплоснабжения с возобновляемыми источниками энергии
Бессараб В.И. Компьютеризированная система управления водоотливным хозяйством угольных шахт по критерию минимума энергозатрат
Хобин В.А. Регулятор переменной структуры для объектов технологического типа
Тонконогий В.М. Трехконтурная АСУ нанесением ионно-плазменного покрытия на режущий инструмент.
Колесникова Е.В., Кострова Г.В. Формирование базы данных АСУТП дуговой сталеплавильной печи.
Водічев В.А. Автоматизована система керування швидкостями робочих рухів то-карного верстата для підвищення ефективності обробки торцевих поверхонь.
Бергер Е.Г., Дмитрієв Д.О., Бергер Є.Е., Діневич Г.Ю. Синтез строфоїдографів за методом параметричних сімей.
Бабак В.П., В.Н. Стадніченко, О.Г. Приймаков Прогнозування надійності, дов-говічності та витривалості авіаційних матеріалів
Бабак В.П., Стадниченко В.Н., Приймаков О.Г., Токарчук В.В. Прогнозування витривалості авіаційних матеріалів .
Куцак Р.С. Використання методу координатного еталону в задачах автоматизації контролю якості тканини.
Попруга А.Г. Усовершенствование электрических нагревателей по критерию экономии энергии.
Пашковский А.А., Далечин А.Ю. Система регистрации спектров фотолюминес-ценции
Никольский В.В., Цюпко Ю.М. Применение пьезоэлектрических датчиков в сис-теме кондиционирования воздуха судовых систем микроклимата.
Крапивко Г.И., Хлопёнова И.А. Повышение коэффициента полезного действия кремниевых фотоэлектронных преобразователей методом лазерной гравировки.
Кихтенко Д.А. Управление шаговыми двигателями в микрошаговом режиме, оп-тимизация управления.
Водічев В.А. Система стабілізації потужності різання фрезерного верстата з взаємозв'язаним керуванням швидкостями робочих рухів.
Шутов С.В., Аппазов Э.С., Марончук А.И. Испытание фотоэлектрических преобразователей в условиях экстремальных температурных колебаний.
Худяев А.А. К проблеме повышения точности воспроизведенияв классе многоканальных воспроизводящих систем с эталонной настройкой каналов.
Тверезовський В.С., Бараненко Р.В. Принцип побудови елементів вимірювальних систем, представлених цифровими програмно керованими давачами.
Никольский В.В., Сандлер А.К. Моделирование процессов в вискозиметре с пьезоэлектрическим приводом.
Марончук И.Е., Андронова Е.В., Баганов Е.А., Курак В.В. Использование метода импульсного охлаждения насыщенного раствора-расплава для формирования наноразмерных структур InSb в матрице GaSb.
Водічев В.А. Аналого-цифровий регулятор режиму металообробки для верстатів з числовим програмним керуванням.
Блинов Э.И., Кравцов В.И., Кравцов А.В., Недбайло А.Н. Управление гибкими протяженными объектами направленными силовыми воздействиями.