УДК.621.891:621.316.
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ИЗМЕНЕНИЯ ЭКСПЛУАТАЦИОННЫХ НАГРУЗОК НА СВОЙСТВА МЕТАЛЛОКЕРАМИЧЕСКИХ СЛОЁВ ПОЛУЧЕННЫХ С ИСПОЛЬЗОВАНИЕМ ТРИБОВОССТАНАВЛИВАЮЩИХ СОСТАВОВ
Стадниченко В.Н.
Постановка проблемы. Одним из эффективных направлений повышения надёжности узлов трения современной техники является использование трибовосстанавливающих составов (ТВС) [1,2,3]. Однако, существующие рекомендации по их применению не учитывают разнообразия рабочих режимов реальных пар трения, например, зацеплений трансмиссии газотурбинных двигателей [4]. Естественно предположить, что изменение диапазона рабочих нагрузок будет влиять на кинетику физико-химических процессов, протекающих на поверхностях контакта при введении ТВС. Это в конечном итоге приводит к изменению структуры и физико-механических характеристик поверхностных слоёв, изменению характера и величины их износа. Таким образом, применение тех или других типов ТВС требует не только оптимизации их выбора для пар трения, изготовленных с определённых материалов, но и оптимизации эксплуатационных режимов работы трибосистем
Следует отметить, что для решения данной проблемы всё большее распространение получают новые методы исследований, позволяющие получить информацию о кинетике процессов, протекающих в материалах в условиях их динамического контактного взаимодействия. Одним из таких методов является метод акустической эмиссии (АЭ), который обладает высокой чувствительностью к изменению механизмов изнашивания деталей, определяемых физико-химическими процессами, протекающими в поверхностных слоях материалов на границе их раздела. [5,6].
В настоящей работе будут определены основные закономерности изменения акустического излучения пар трения при введении ТВС в широком диапазоне эксплуатационных нагрузок. Показано, что появление металлокерамического слоя приводит к перестройке структуры поверхностей трения.
Методика исследования. Для проведения исследований были использованы образцы из стали ШХ-15 и 12Х2Н4А. Испытания на износ проводились на универсальной машине трения СМТ-1 с использованием конструктивной схемы „диск-диск” причём, в качестве материалов для подвижного образца использовалась сталь 30ХГСА, в качестве неподвижного образца – сталь 12Х2Н4А. При этом реализовывался режим трения качения с 20% проскальзыванием. Размеры исследуемых образцов: радиус Rобр=25мм, толщина L=15мм. Выбор данных материалов обусловлен их широким использованием в производстве зубьев шестерён и тел качения подшипников трансмиссий авиационных двигателей.
Исследования проводились в два этапа. Сначала на изнашивание испытывались пары трения без металлокерамического слоя и с металлокерамическим слоем, на нагрузке, которая в соответствии с принятыми методиками испытаний [7] пересчитывалось в напряжение с учётом размеров исследуемых образцов и была равна σмакс=1000МПа. Далее, после выхода пары трения на режим установившегося изнашивания и продолжительной работы на этом режиме (не менее 30 часов) напряжение резко уменьшалась до σмакс=600МПа. Данный диапазон контактных нагрузок на образцах был выбран из условия соответствия эксплуатационным нагрузкам на пятнах контакта зубьев шестерён редукторов и тел качения опор вертолётных газотурбинных двигателей. На втором этапе проводились испытания на износ пары трения с металлокерамическим слоем. Металлокерамический слой на поверхностях трения был получен путём введения в смазочную среду ТВС «Комбат», согласно методике изложенной в работе [3].
Температура масла удерживалась с помощью системы терморегулирования на уровне 800С, что соответствует рабочим температурам масла в вертолётных редукторах и подшипниковых опорах вертолётных газотурбинных двигателей. Скорость вращения приводного вала машины трения также выбиралась из условия максимального приближения к условиям эксплуатации моделируемых узлов и составляла 500 мин-1.
Основными параметрами, которые характеризовали износостойкость данных пар трения, были момент трения и вес образцов, которые определялись в соответствии с методикой, изложенной в работе [5]. Одновременно с определением параметров, характеризующих процесс изнашивания узлов трения производилась регистрация и последующая обработка их акустико-эмиссионного излучения. В качестве основных обрабатываемых параметров регистрируемых сигналов АЭ использовались их усреднённая амплитуда АЭ, усреднённая спектральная мощность АЭ, усреднённая мощность АЭ. Время усреднения составляло 0,2с. Это время выбиралось из условия необходимости согласования скорости поступления информации и скорости выведения на самопишущие приборы. Для этого в акустико-эмиссионной аппаратуре используются элементы задержки в виде интегрирующих цепей.
Поскольку регистрация АЭ информации осуществляется в течении длительного периода времени, соответствующего времени проведения испытаний, то для возможности управления длительностью записи и вывода информации в АЭ аппаратуре используют два уровня ограничения, как по амплитуде так и по спектральной мощности. При этом работа интегрирующей цепи основана на принципе «переполнение – сброс», который широко применяется в самопишущих приборах типа «Ricadency» выпускаемых японскими фирмами. В случае достижения регистрируемых параметров сигналов АЭ, установленного порогового уровня происходит автоматический сброс интегрирующей цепи. После этого процесс вывода информации повторяется. В результате на самопишущие приборы регистрируют процесс излучения сигналов АЭ, например, по суммарной усреднённой мощности представляет собой пилообразные кривые с разным углом наклона.
После завершения испытаний пар трения на износ с одновременной регистрацией и обработкой сигналов АЭ проводились металлографические исследования поверхностей образцов с использованием микроскопа-интерферометра Линника МИИ-4 при увеличении х290 и Фурье-анализ анизотропии их структурного состояния по жёстким фотокопиям, полученным на растровом электронном микроскопе «CamScan‑4DV» при увеличении ![]() 1960. Фурье-анализ фрактограмм выполнялся на персональном компьютере с использованием специального пакета прикладных программ. В результате проведения обработки и анализа фрактографической информации проводились оценки уровня анизотропии ориентации блоков структуры относительно вектора главных действующих напряжений, степени упорядоченности структуры и ряд других параметров. Основная методология обработки информации, а также анализируемые параметры, рассмотрены в работах [8, 9].
1960. Фурье-анализ фрактограмм выполнялся на персональном компьютере с использованием специального пакета прикладных программ. В результате проведения обработки и анализа фрактографической информации проводились оценки уровня анизотропии ориентации блоков структуры относительно вектора главных действующих напряжений, степени упорядоченности структуры и ряд других параметров. Основная методология обработки информации, а также анализируемые параметры, рассмотрены в работах [8, 9].
Результаты эксперимента. Результаты испытаний пар трения без МК слоя на износ показали следующее. В процессе контактного взаимодействия при приложенном напряжении в 1000 МПа происходит постепенный переход узла трения из режима приработки в режим установившегося изнашивания. Последний режим характеризуется стабилизацией значений момента трения на уровне Мтр≈5,6 Н/м (стадия 1, рис.1.а.). После 30 часов непрерывной работы пар трения производилось резкое снижение приложенного на них напряжения до значения 600 МПа. Такое снижение приводит к мгновенному падению момента трения до значения Мтр≈4,3Н/М (А, рис.1.а).
|
|
|
а |
|
|
|
б |
|
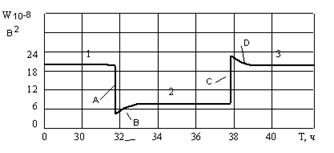
Рис. 1 Изменение Мтр (а) и усреднённой мощности W (б) в обычных парах трения (без МК слоя) на них: значения приложенного напряжения: 1, 3 – σмакс=1000МПа; 2 – σмакс=600МПа |
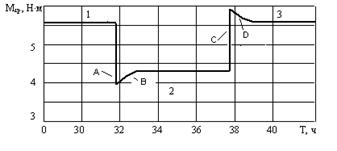
В дальнейшем наблюдается постепенное возрастание момента трения (В, рис.1.а). Данное увеличение протекает в течении приблизительно одного часа контактного взаимодействия исследуемых образцов. После этого происходит стабилизация момента трения на новом уровне, значение которого составляло: Мтр≈4,5Н/м (стадия 2, рис. 1.а).
Из полученных результатов видно, что разница между мгновенным значением Мтр в момент времени после уменьшения напряжения и его стабилизированным значением на новом уровне составляет: ∆Мтр≈0,2Н/м. После 5 часов работы пары трения без МК слоя на новом режиме стабилизации, проводилось мгновенное увеличение приложенного напряжения до первоначального значения (σмакс=1000МПа). На диаграмме изменения Мтр данный переход характеризуется резким скачкообразным возрастанием момента трения (В,рис.1.а) до уровня Мтр≈5,9Н/м, который превышает уровень первоначальной стабилизации. В дальнейшем при том же напряжении наблюдается плавное уменьшение Мтр (D, рис.1.а) с постепенным его выходом на режим стабилизации (стадия 3, рис.1.а). Стадия стабилизации характеризуется значением момента трения, которое незначительно превышает первоначальный уровень стабилизации. Как показали результаты обработки данных, среднее отклонение момента трения ∆М для всех проведённых испытаний составляет ≈0,5-0,7%.
Плавное изменение Мтр с выходом на режим стабилизации, как в случае уменьшения, так и в случае увеличения приложенного напряжении (В,D рис.1.а) вероятно связано с возникновением и протеканием процесса вторичной приработки, являющимся следствием структурной приспосабливаемости поверхностных слоёв работающих материалов в новых условиях нагружения. Это согласуется с результатом исследований, полученных работе [10]. Из полученных данных следует, что структурная приспосабливаемость при изменении напряжения не наступает мгновенно, а протекает в течении некоторого, достаточно длительного промежутка времени. Следует отметить, что данный промежуток времени в случае увеличения и уменьшении нагрузки приблизительно одинаков. Это позволяет предположить, что механизмы структурной приспосабливаемости поверхностных слоев материалов пар трения при изменении внешних факторов сходны между собой.
Результаты обработки сигналов АЭ показали, что характер изменения их усреднённой мощности полностью повторят характер изменения момента трения. При этом на акустической диаграмме также выделяются три характерные стадии, соответствующие стадиям возникновения и протекания вторичной приработки пар трения (1,2,3 рис. 1.б). Однако, плавное изменение мощности регистрируемых сигналов больше времени плавного изменения момента трения (B,D, рис 1.б). Обработка полученных результатов показала, что продолжительность вторичной приработки, определяемая по изменению момента трения в среднем на 3% меньше продолжительности приработки, определяемой по изменению АЭ. Кроме того в отличии от стадий стабилизации (1,3 рис.1а) момента трения, которые различаются по своим числовым значениям, усреднённая мощность сигналов АЭ на данных стадиях остаётся практически постоянной и соответствует значению W=22∙10-6B2. Это указывает на то, что при возвращении максимального напряжения, приложенного к парам трения их изнашивание происходит по единому механизму.
Результаты испытаний пар трения с МК слоем при тех же режимах изменения приложенного напряжения показали, что диаграммы изменения момента трения и усреднённой мощности сигналов АЭ отличаются от диаграмм, полученных при испытаниях пар трения без МК слоя. При этом на диаграмме изменения Мтр фиксируются участки мгновенного изменения нагрузки при переходе к стабилизационным «безызносным» стадиям (рис. 2а,б) с отсутствием участков вторичной приработки.
|
|
|
а
|
|
|
|
б |
|
Рис.2 Изменение Мтр (а) и усреднённой мощности W (б) в парах трения с МК слоем на них: значения приложенного напряжения: 1, 3 – σмакс=1000МПа; 2 – σмакс=600МПа |
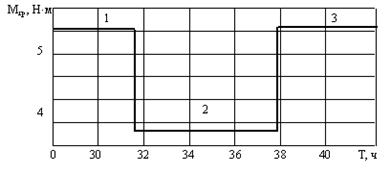
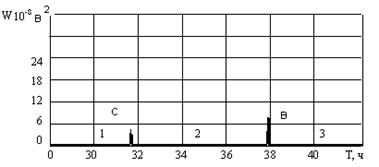
Как и в выше описанных исследованиях возвращение напряжения к первоначальному значению (σ=1000МПа) сопровождается увеличением Мтр на стадиях стабилизации (1,3 рис 2,а), данное увеличение ∆М для всех проведённых испытаний составляет ≈0,3-0,6%. Это очевидно связано с близкой к «мгновенной» структурной приспасабливаемостью МК слоя к новым режима работы. В то же на диаграмме изменения мощности АЭ наблюдаются кратковременные всплески акустического излучения ≈6-8с (С,В рис.2б) фиксируемые в моменты времени изменения приложенного напряжения на участках стабилизации Мтр (1,2,3 рис. 2а) для которых акустическое излучение отсутствует. Следует отметить, что понятие «мгновенное» изменение приложенного напряжения является достаточно условным. С учётом её стабилизации установление нового значения происходит в течении 2-3сек. В то время, как АЭ излучение фиксируется на большем промежутке времени. Это указывает на то, что при мгновенном изменении приложенного напряжения у пар трения с МК слоем так же происходит вторичная приработка. Но при этом время её протекания не значительно и не фиксируется моментом трения. Данный результат подтверждает предположение сделанное в работе [5].
Этому соответствуют и результаты фрактограмм поверхностей образцов пар трения полученные для различных стадий приложенного напряжения (рис. 3).
|
|
|
|
а
|
|
|
|
|
|
б |
|
|
Рис. 3 Внешний вид поверхностей МК покрытия при резком изменении нагрузки (×290) :а – σмакс = 1000 МПа; б – σмакс = 600М Па |
|
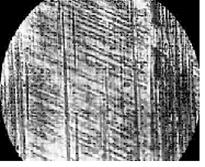
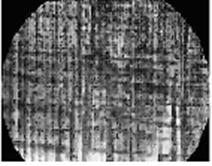
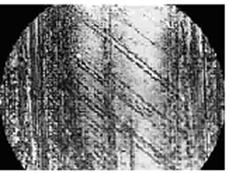
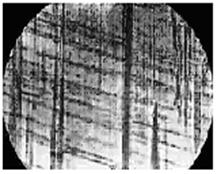
Как видно из рис.3 на всех стадиях наблюдаются макросдвиговые деформации. При этом макросдвиговые деформации для стадий 1,3 значительно больше чем для стадии 2 (наличие характерных сдвиговых полос). Изменение величины макросдвиговой деформации указывает на существование вторичной приработки.
Этому соответствуют и результаты проведённого структурного Фурье-анализа (рис.4). Действительно, сравнение размеров структурных ансамблей МК слоя показывает, что при резком снижении нагрузки отдельные блоки структуры резко укрупняются (рис.4, в) и их ориентация по отношению к направлению главных действующих напряжений также изменяется скачкообразно (практически мгновенно) (рис.4, в). При таком изменении внешних условий, можно предположить, что релаксация избыточной механической энергии возможна за счет скольжения по этим, вновь образовавшимся, удлиненным блокам МК слоя, как и в случае с обычными вторичными структурами (рис.4, б). Однако, продолговатые ансамбли МК слоя значительно более организованы. Их ориентация по направлению главных действующих напряжений составляет 100% в секторе 10º (рис.4, в). Резкий возврат на режим максимальной напряжения вызывает также мгновенную перестройку структуры покрытия в направлении первоначального строения (рис.4, а), что и объясняет малую продолжительность переходного процесса, соответствующего вторичной приработке пары трения.
Рис. 4 Ориентация блоков поверхностной структуры по отношению к направлению главных действующих напряжений и их размеры (Фурье анализ) при резком изменении нагрузки для разных ТС:
а – МК покрытие, σмакс=1000МПа; б – без МК слоя, σмакс=1000МПа;
в – МК покрытие, σмакс=600МПа;г – без МК слоя, σмакс=600МПа
Выводы:В результате проведённых исследований, установлены основные закономерности изменения усреднённой мощности АЭ на разных эксплуатационных нагрузках работающих пар трения. При этом показано, что характер изменения АЭ диаграмм повторяет характер диаграмм изменения момента трения. В первую очередь это касается характерных участков вторичной приработки для пар трения без введённого ТВС. Соответствие временных интервалов участков вторичной приработки фиксируемых по АЭ, а также стабильность величины акустического излучения при одном и том же значении приложенной нагрузки свидетельствует о схожести механизмов структурной приспосабливаемости материалов пар трения при их износе.
При введении ТВС на диаграммах изменения момента трения не фиксируются участки вторичной приработки. Однако всплески акустического излучения фиксируемого на малых промежутках времени при изменении условий нагружения позволяет сделать вывод о их кратковременном существовании. Это хорошо согласуется с результатами фрактографического и структурного Фурье-анализа. Данные исследования показывают, что свойство практически мгновенно перестраивать свою внутреннюю структуру при изменении внешних условий в соответствии с принципом максимума надежности, присущи только структуре МК покрытия и объясняют его «квазибезызносные» характеристики. ВС обычного ТС не проявляют существенной перестройки своей поверхностной структуры после резкого изменения внешней нагрузки. Таким образом, получено экспериментальное подтверждение выводов об уникальных способностях МК покрытия, сделанных на основе металлофизических и теоретических исследований его строения, свойств и реологических особенностей «работы» при трении.
Experimental acknowledgement of conclusions on the unique abilities of a ceramic-metal covering made on the basis of metal of physical and theoretical researches of its structure, properties of features of "work" is received at friction
1. Аратский П.Б., Капсаров А.Г. Применение геомодификаторов трения для увеличения ресурса работы металлообрабатывающего инструмента.— электронный журнал «Трение, износ, смазка», 2001, т. 3, №1.
2. Половинкин В.Н., Лянной В.Б., Аратский П.Б. Применение геомодификаторов трения для восстановления изношенных поверхностей узлов трения при эксплуатации.—Электронный журнал «Трение, износ, мазка», 2000, т. 2, №2.
3. Булатов В.П. Структурное исследование механизмов безызносного трения конструкционных материалов на основе синергетических представлений // Проблемы машиностроения и надежности машин. – №2. – 1991. – с. 56-61.
4. Аналіз стану питання та визначення можливих напрямків продовження ресурсу парку літальних апаратів ВПС України (шифр “Ресурс”). Підвищення надійності та довговічності трибосполучень авіаційної техніки модифікацієй їхнього поверхневого шару. (Заключний). – Т.2: Отчет о НИР / Харьковский институт ВВС Украины. – Инв. №48282. – Харьков, 2003. – 151 с.
5. Стадниченко В.Н., Стадниченко Н.Г., Джус Р.Н., Трошин О.Н. Об образовании и функционировании МК покрытия, полученного с помощью ревитализантов // Вестн. науки и техн. – Харьков: ХДНТ и НТУ “ХПИ”. – 2004. – Вып. 1(16). – С. 18-27.
6. Джус Р.М., Стадниченко В.М., Стадниченко М.Г. Пристрій для беззупиної реєстрації динаміки зміни геометрії зразків при випробуваннях на тертя і знос. //Вісн. НТУ “ХПИ”. Зб. наук. пр. Темат. вип.: Динаміка і міцність машин. – Харьков: НТУ “ХПИ”. – 2003. – Т.1, №12. – С. 58-64.
7. Справочник по триботехнике. / Под общ. ред. Хебды М., Чичинадзе А.В.: В 3 т. – М.: Машиностроение, 1989.– Т. 1: Теоретические основы. – 400 с.
8. Богданов А.К. Оптико-структурный машинный анализ лейкоцитов: Автореф. дис. канд. биол. наук. – М., 1983. – 122 с.
9. О структуре поверхностного слоя стали 100Cr6, обработанной лезвийным инструментом из композита 10. / Розенберг О.А., Делеви С.Е., Шейкин В.Н. и др. // Сверхтвердые материалы. – 1999. – №5. – С. 57-62.
10. Костецкий Б.И. Трение, смазка и износ в машинах. – Киев: Техника, 1970. – 263 с.
Ответы на вопросы [_Задать вопроос_]
Читайте также
Современные технические средства, комплексы и системы
Краснов В.А., Прохорович А.В., Шутов С.В., Деменский А.Н. Анализ флуктуаций размера растущего кристалла (на примере легированных монокристаллов кремния, вытягиваемых из расплава по методу Чохральского)Завальнюк И.П. Управление высокопроизводительной экструзией неоднородных материалов
Долина В.Г., Писаренко А.В. Синтез складної багатовимірної системи управління випарною станцією на основі рефрактометричних вимірювань
Стопакевич А.А., Тодорцев Ю.К. Анализ современного состояния систем управления брагоректификационными установками спиртового производства
Поливода В.В. Современные компьютерные технологии в АСУ на хлебоприёмном предприятии
Ладанюк А.П., Українець А.І., Кишенько В.Д. Управління автоматизованими технологічними комплексами харчових виробництв на основі сценарного підходу
Ковриго Ю.М., Фоменко Б.В. Врахування обмежень для підвищення якості функціонування систем регулювання енергоблоків ТЕС і АЕС
Евдокимов А.В., Китаев А.В., Агбомассу В.Л. Исследование причин, определяющих вращение рамки с током в магнитном поле после воздействия на нее внешнего импульса
Аппазов Э.С. Применение твердых растворов InGaN в фотовольтаике
Кузнєцов Ю.М., Дмитрієв Д.О. Програмно математичний апарат керування виконавчим органом багатокоординатних верстатів нових компоновок
Черевко О.И., Ефремов Ю.И., Одарченко А.М., Одарченко Д.М, Агафонова Ю.Ю. Теоретическое обоснование перспективного биконического резонатора для СВЧ-устройств при переработке растительного сырья
Хобин В.А. Бабиков А.Ю. Системы экстремального управления молотковыми дробилками с функцией гарантированного соблюдения тепловых режимов их электродвигателей.
Ісаєв Е.А., Наговський Д.А., Чернецька І.Е. До вибору факторів, що характеризують окомкування тонкоподрібнених залізорудних матеріалів
Федоровский К.Ю., Лунев А.А. Теплоотдача погружного пластинчатого теплообменника системы охлаждения энергоустановок морских технических средств
Федоровский К.Ю., Владецкий Д.О. Интенсификация теплоотвода замкнутых систем охлаждения энергоустановок морских технических средств.
Пономарьов Я.Ю., Ладанюк А.П., Іващук В.В. Досвід використання нечітких регуляторів в системі атоматизації випарної установки.
Левченко А.А., Кравчук О.И. Эквивалентный макромодуль процесса технического обслуживания радиотехнических средств.
Іволгіна Т.О. Енергетичний підхід до аналізу стійкості руху вимірювальної головки координатно-вимірювальної машини
Ладанюк А.П., Кишенько В.Д., Ладанюк О.А. Системна задача управління біотехнологічними процесами.
Тернова Т.І. Алгоритм оцінювання деформацій рапорту періодичних об'єктів
Рожков С.А., Федотова О.Н. Алгоритм обучения системы распознавания автоматической системы разбраковки тканей
Пупена О.М, Ельперін І.В, Ладанюк А.П. Особливості проектування комп’ютерно-інтегрованих систем управління
Квасніков В.П., Кочеткова О.В. Проектування координатно–вимірювальної машини на нейронних мережах
Водічев В.А., Мухаммед М.А. Дослідження системи стабілізації потужності різання металообробного верстата з фази-регулятором
Шутов С.В., Аппазов Э.С., Марончук А.И., Самойлов Н.А. Методика испытания термофотовольтаических преобразователей
Хобин В.А. Повышение качества формирования смесей средствами интеллектуализации алгоритмов управления порционным дозированием
Терновая Т.И. Автоматическая система разбраковки тканей с печатным рисунком методом компенсации информационных потоков
Рожков С.А., Бражник Д.А. Использование нейросетевых структур для построения систем распознавания образов
Місюра М.Д., Кишенько В.Д. Математичні моделі технологічних процесів пивоварного виробництва як об’єктів автоматизації
Ладанюк А.П., Власенко Л.О. Автоматизоване управління бізнес-процесами в комп’ютерно-інтегрованих структурах підприємства
Жукова Н.В., Литвинов В.І. Вирішення проблеми погодженого руху валків з неоднаковими катаючими діаметрами профілезгинальних станів
Денисова А.Е., Тодорцев Ю.К., Максименко И.Н. К вопросу об автоматизации интегрированной установки теплоснабжения с возобновляемыми источниками энергии
Бессараб В.И. Компьютеризированная система управления водоотливным хозяйством угольных шахт по критерию минимума энергозатрат
Хобин В.А. Регулятор переменной структуры для объектов технологического типа
Тонконогий В.М. Трехконтурная АСУ нанесением ионно-плазменного покрытия на режущий инструмент.
Колесникова Е.В., Кострова Г.В. Формирование базы данных АСУТП дуговой сталеплавильной печи.
Водічев В.А. Автоматизована система керування швидкостями робочих рухів то-карного верстата для підвищення ефективності обробки торцевих поверхонь.
Бергер Е.Г., Дмитрієв Д.О., Бергер Є.Е., Діневич Г.Ю. Синтез строфоїдографів за методом параметричних сімей.
Бабак В.П., В.Н. Стадніченко, О.Г. Приймаков Прогнозування надійності, дов-говічності та витривалості авіаційних матеріалів
Бабак В.П., Стадниченко В.Н., Приймаков О.Г., Токарчук В.В. Прогнозування витривалості авіаційних матеріалів .
Куцак Р.С. Використання методу координатного еталону в задачах автоматизації контролю якості тканини.
Попруга А.Г. Усовершенствование электрических нагревателей по критерию экономии энергии.
Пашковский А.А., Далечин А.Ю. Система регистрации спектров фотолюминес-ценции
Никольский В.В., Цюпко Ю.М. Применение пьезоэлектрических датчиков в сис-теме кондиционирования воздуха судовых систем микроклимата.
Крапивко Г.И., Хлопёнова И.А. Повышение коэффициента полезного действия кремниевых фотоэлектронных преобразователей методом лазерной гравировки.
Кихтенко Д.А. Управление шаговыми двигателями в микрошаговом режиме, оп-тимизация управления.
Горохов В.А. Автоматизированная транспортно-складская система в текстильной и легкой промышленности.
Водічев В.А. Система стабілізації потужності різання фрезерного верстата з взаємозв'язаним керуванням швидкостями робочих рухів.
Шутов С.В., Аппазов Э.С., Марончук А.И. Испытание фотоэлектрических преобразователей в условиях экстремальных температурных колебаний.
Худяев А.А. К проблеме повышения точности воспроизведенияв классе многоканальных воспроизводящих систем с эталонной настройкой каналов.
Тверезовський В.С., Бараненко Р.В. Принцип побудови елементів вимірювальних систем, представлених цифровими програмно керованими давачами.
Никольский В.В., Сандлер А.К. Моделирование процессов в вискозиметре с пьезоэлектрическим приводом.
Марончук И.Е., Андронова Е.В., Баганов Е.А., Курак В.В. Использование метода импульсного охлаждения насыщенного раствора-расплава для формирования наноразмерных структур InSb в матрице GaSb.
Водічев В.А. Аналого-цифровий регулятор режиму металообробки для верстатів з числовим програмним керуванням.
Блинов Э.И., Кравцов В.И., Кравцов А.В., Недбайло А.Н. Управление гибкими протяженными объектами направленными силовыми воздействиями.